|  СОДЕРЖАНИЕ СОДЕРЖАНИЕ
Введение…………………………………………………………………........ 7
1 Анализ предметной области …………….………………………………... 8
1.1 Область применения и виды конвективных сушилок металлических изделий ………………………………………………………………………. 8
1.2 Обзор оборудования и материалов для конвективной сушки………… 10
1.2.1 Перечень ГОСТированных материалов сушки ……………………… 12
1.3 Процесс конвективной сушки …………………………………………... 13
1.4 Описание конструкции и режима работы сушильной установки …….. 14
2 Постановка задачи автоматизированного проектирования……………… 15
3 Общее описание разрабатываемой САПР ………………………………... 15
3.1 Описание структурной схемы САПР…..………………………………... 15
3.1.1 Описание подсистемы ввода \ вывода данных……………………….. 15
3.1.2 Описание информационной подсистемы……………………………... 16
3.1.3 Описание подсистемы проектирования………………………………. 16
3.2 Описание функциональной схемы САПР……………………………… 17
4 Описание обеспечений САПР …………………………………………….. 18
4.1 Информационное обеспечение………………………………………….. 19
4.2 Математическое обеспечение…………………………………………… 21
4.2.1 Общие сведения………………………………………………………… 21
4.2.2 Математическая модель аппарата для конвективной сушки
металлических изделий………………………………………………………. 21
4.2.3 Выбор оборудования для установки конвективной сушки………… 24
4.3 Лингвистическое обеспечение………………………………………...... 25
4.4 Программное обеспечение………………………………………………. 28
4.5 Техническое обеспечение……………………………………………….. 30
 4.6 Методическое обеспечение……………………………………………… 32 4.6 Методическое обеспечение……………………………………………… 32
Заключение…………………………………………………………………… 34
Список используемых источников………………………………………….. 35
Приложение А Структурная схема САПР………………………………….. 36
Приложение Б Функциональная схема САПР……………………………… 37
Приложение В Даталогическая модель базы данных……………………… 38
Приложение Г Схема установки…………………………………………….. 39
Приложение Д Постановка задачи оптимизации…………………………… 40
 ВВЕДЕНИЕ ВВЕДЕНИЕ
Современный этап развития промышленного производства характеризуется переходом к использованию передовых технологий, стремлением добиться предельно высоких эксплуатационных характеристик как действующего, так и проектируемого оборудования, необходимостью свести к минимуму любые производственные потери, путем создания высокотехнологичных систем автоматизированного проектирования и грамотного решения поставленных оптимизационных задач.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Целью данного курсового проекта является создание системы автоматизированного проектирования установки, для конвективной сушки металлических изделий.
О важности решения данной проблемы можно судить исходя из того, что на сегодняшний день в промышленности и других производственных отраслях создание той или иной продукции не может обойтись без предварительной обработки материалов и заготовок, позволяющей улучшить характеристики будущего созданного объекта или же придать ему некоторые желаемые свойства. Чего и позволяет добиться данная установка, помимо своей основной задачи (сушки металлов), дает возможность также влиять и на многие их параметры, например, такие как качество материала (снижения его объемной массы, повышения прочности) и, в связи с этим, увеличивают возможности его использования.
Есть множество способов решения подобных проблем, к одним из которых, несомненно, относятся решение задач оптимизации с целью добиться высоких эксплуатационных характеристик или же уменьшения производственных издержек. А так же применительно для еще проектируемых объектов, создание адекватных математических моделей, позволяющих заранее рассчитать необходимые характеристики и, минуя дорогостоящие испытания и опыты определить целесообразность создания и разработки. Для достижения поставленных целей и задач была разработана
 математическая модель, описывающая конвективную сушильную установку, информационное обеспечение, схема работы установки, средства диалога с пользователем, а также алгоритм расчета параметров характеризующих ее. математическая модель, описывающая конвективную сушильную установку, информационное обеспечение, схема работы установки, средства диалога с пользователем, а также алгоритм расчета параметров характеризующих ее.
Актуальность разработки данной темы следует из того, что использование конвективных сушилок широко распространено на малых и средних промышленных предприятиях, в связи с достаточно простой конструкцией и легко изменяемыми режимными и технологическими параметрами, а также относительно недорогой и быстрой возможности модификации, путем замены некоторых конструкционных деталей оборудования аппарата, например, таких как вентилятор или нагревательный элемент (калорифер). Что позволяет в кратчайшие сроки придать сушилке необходимые рабочие свойства и возобновить ее работу.
Эффективность спроектированного аппарата, а также качество подобранных режимных и технологических параметров оценивается путем анализа оптимальных значений.
1 АНАЛИЗ ПРЕДМЕТНОЙ ОБЛАСТИ
1.1 Область применения и виды конвективных сушилок металлических
изделий
В настоящие время процессы конвективной сушки – неотъемлемая часть гальванического производства. Любая гальваническая линия включает в себя процессы промывки деталей, а, следовательно, и процессы сушки.
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
Выбор сушильного оборудования определяется в основном массой, габаритными размерами и производительностью линии. Наиболее часто в механизированных и автоматических линиях используют сушильную камеру. При работе на стационарных ванных сушку деталей производят вне линии рабочих ванн, для чего используют сушильные шкафы.
Сушильные камеры представляют собой открытую сверху ванну, в которой детали обдуваются горячим воздухом, нагретом в калорифере с помощью пара или электрообогревателей. Корпус камеры имеет  теплоизоляцию. Снизу камеры имеется съёмное сетчатое дно, с помощью которого можно быстро убрать упавшие с подвесок детали. Отсос воздуха осуществляется из верхней части сушильной камеры. Работа сушильной камеры происходит следующим образом: воздух вентилятором прогоняется через калорифер, нагнетается и через щели внизу и сбоку подаётся внутрь камеры, где обдувает и сушит детали. После чего, поднимаясь вверх, засасывается вентилятором и вновь проходит тот же путь. Таким образом, осуществляется рециркуляция воздуха. Часть отсасываемого из камеры горячего влажного воздуха поступает в общую вытяжную вентиляционную систему линии. В подающем воздуховоде (после калорифера) устанавливается термометр, который поддерживает заданную температуру сушки, подавая сигнал на включение или отключение ТЭНов в калорифере. Мелкие детали, обрабатываемые в барабанах, колоколах и корзинах, высыпаются из них в сетчатый поворотный лоток на дне сушильной камеры, через который снизу продувается нагретый воздух. После окончания сушки лоток поворачивается пневмоцилиндром на некоторый угол и детали скатываются из лотка в подставленную тару. Для изменения положения деталей и равномерного их высушивания в некоторых сушильных камерах предусмотрено либо встряхивание, либо поворачивание сетчатых лотков. теплоизоляцию. Снизу камеры имеется съёмное сетчатое дно, с помощью которого можно быстро убрать упавшие с подвесок детали. Отсос воздуха осуществляется из верхней части сушильной камеры. Работа сушильной камеры происходит следующим образом: воздух вентилятором прогоняется через калорифер, нагнетается и через щели внизу и сбоку подаётся внутрь камеры, где обдувает и сушит детали. После чего, поднимаясь вверх, засасывается вентилятором и вновь проходит тот же путь. Таким образом, осуществляется рециркуляция воздуха. Часть отсасываемого из камеры горячего влажного воздуха поступает в общую вытяжную вентиляционную систему линии. В подающем воздуховоде (после калорифера) устанавливается термометр, который поддерживает заданную температуру сушки, подавая сигнал на включение или отключение ТЭНов в калорифере. Мелкие детали, обрабатываемые в барабанах, колоколах и корзинах, высыпаются из них в сетчатый поворотный лоток на дне сушильной камеры, через который снизу продувается нагретый воздух. После окончания сушки лоток поворачивается пневмоцилиндром на некоторый угол и детали скатываются из лотка в подставленную тару. Для изменения положения деталей и равномерного их высушивания в некоторых сушильных камерах предусмотрено либо встряхивание, либо поворачивание сетчатых лотков.
Сушильный шкаф представляет собой металлический каркас с теплоизоляцией, внутри которого располагаются лотки для деталей или перекладины для крепления подвесок. Загрузка деталей в шкаф осуществляется не сверху, как в сушильные камеры, а через боковую дверь. Обогрев осуществляется электронагревателями, расположенными в нижней части шкафа. Кроме того, шкаф снабжен вытяжной вентиляцией, имеющей регулирующую заслонку. Поддержание температуры сушки осуществляется автоматически.
При обработке мелких деталей неответственного назначения и массой менее 100 г сушку производят в центрифугах. Центрифуга состоит из корпуса, вращающегося перфорированного барабана, электродвигателя, устройства для  подъёма барабана и крышки. На крышке монтируется вентилятор, подающий воздух на детали, иногда с обогревом. Жидкость удаляется из барабана при его вращении через перфорацию за счёт центробежной силы, а затем через сливные отверстия корпуса в сток. подъёма барабана и крышки. На крышке монтируется вентилятор, подающий воздух на детали, иногда с обогревом. Жидкость удаляется из барабана при его вращении через перфорацию за счёт центробежной силы, а затем через сливные отверстия корпуса в сток.
1.2 Обзор оборудования и материалов для конвективной сушки
Вентиляторы - используются в вентиляционных агрегатах для перемещения воздуха от источников забора воздуха по системе воздуховодов. Каждый вентилятор должен преодолеть сопротивление вентиляционной сети, это сопротивление вызывает перепад давления, и величина этого давления является решающим фактором при выборе вентилятора. В зависимости от формы крыльчатки и принципа работы, вентиляторы можно разделить на несколько основных групп: радиальные, осевые, и диагональные вентиляторы.
Радиальные вентиляторы - используются там, где необходимо очень высокое общее давление. Особые характеристики радиальных вентиляторов определяются формой рабочего колеса и лопаток.
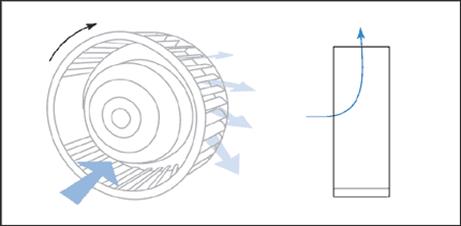
Рисунок 1. Схема работы радиального вентилятора.
Осевые вентиляторы - простейший тип осевых вентиляторов (пропеллерные вентиляторы). Свободно вращающиеся осевые вентиляторы этого типа имеют очень низкую эффективность, а потому большинство осевых вентиляторов встраивается в цилиндрический корпус.
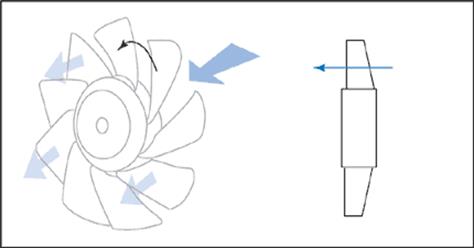
Рисунок 2. Схема работы осевого вентилятора.
 Диагональные вентиляторы - Диагональные вентиляторы являются смешением радиальных и осевых вентиляторов, радиальная крыльчатка вызывает увеличение статического давления в связи с центробежной силой, действующей в радиальном направлении. У осевой крыльчатки не возникает эквивалентного давления, поскольку воздушный поток является нормально осевым. Диагональные вентиляторы - Диагональные вентиляторы являются смешением радиальных и осевых вентиляторов, радиальная крыльчатка вызывает увеличение статического давления в связи с центробежной силой, действующей в радиальном направлении. У осевой крыльчатки не возникает эквивалентного давления, поскольку воздушный поток является нормально осевым.
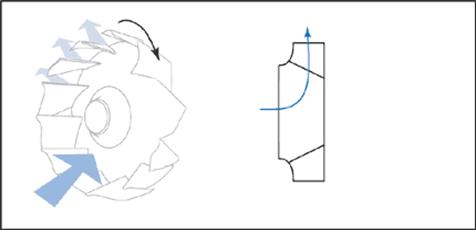
Рисунок 3. Схема работы диагонального вентилятора.
Калориферы - предназначены для нагрева воздуха в системах отопления, вентиляции и кондиционирования воздуха в различных отраслях, таких как строительство, промышленность и многие другие.
Калорифер создает большой перепад температуры проходящего воздуха (от 70 до 110 °С), что позволяет использовать его для приточной вентиляции с подачей наружного воздуха с отрицательными температурами до -25 °С. В  теплое время калорифер может использоваться как высокопроизводительный вентилятор. Устройство состоит из теплоотдающих элементов, трубных решеток, крышек с патрубками для подвода (отвала) теплоносителя и съемных боковых щитков. теплое время калорифер может использоваться как высокопроизводительный вентилятор. Устройство состоит из теплоотдающих элементов, трубных решеток, крышек с патрубками для подвода (отвала) теплоносителя и съемных боковых щитков.
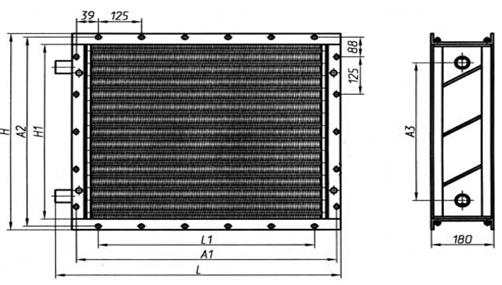
Рисунок 4. Устройство калорифера.
1.2.1 Перечень ГОСТированных материалов сушки:
| Наименование
|
ГОСТ, ОСТ, ТУ
|
| Сталь углеродистая (обычного качества).
|
380-71*
|
| Сталь тонколистовая (коррозионно-стойкая, жаростойкая и жаропрочная).
|
5582-75*
|
| Трубы бесшовные (холодно и теплодеформированные из коррозионно-стойкой стали).
|
9941-81
|
| Листы свинцовые
|
9559-75*
|
| Трубы из титановых сплавов
|
ОСТ 190050-72
|
| Трубы сварные из титановых сплавов
|
24890-81
|
| Проволока сварочная из титановых сплавов
|
ОСТ 90015-71
|
| Проволока латунная
|
1066-80
|
| Прутки латунные
|
2060-73*
|
| Латунные листы и полосы
|
931-78*
|
Таблица 1- материалы.
 1.3 Процесс конвективной сушки 1.3 Процесс конвективной сушки
При конвективной сушке физическая сущность процесса сводится к удалению влаги из материала за счет разности парциальных давлений над материалом и в окружающей среде . Процесс сушки происходит при условии, что при равенстве парциальных давлений наступает состояние равновесия и процесс сушки прекращается. При этом в материале установится влажность, называемая равновесной. Если сушить материал до влажности ниже равновесной, то неизбежно наступит состояние, при котором , и материал начнет увлажняться. Этот процесс называют сорбцией. Обычно сушку ведут до равновесной влажности.
При сушке удаление влаги с поверхности связано с диффузией влаги изнутри материала к поверхности. Эти два процесса должны находится в строгом соответствии, в противном случае возможно пересыхание, коробление поверхности материала и ухудшение его качества.
Таким образом, при конвективной сушке влага перемещается к поверхности за счет градиента влажности, градиент температуры несколько тормозит процесс. За счет разности температур на поверхности и внутри материала происходит движение влаги внутрь, в направлении снижения температуры.
Равновесная влажность, а следовательно протекание процесса сушки зависят от свойств высушиваемого материала, характера связи с ним влаги и параметров окружающей среды. Связь влаги с материалом может быть механической, физико-химической и химической.
Влажному материалу присущи все формы связи с водой, и очень трудно разграничить периоды сушки, соответствующие различным видам связи молекул воды с молекулами вещества. Поэтому экспериментальным путем строят изотермы сорбции при постоянной температуре. Изотермы сорбции позволяют установить связь между влажностью материала и относительной влажностью воздуха, а также определить равновесную влажность при сушке.
Сушка происходит в газообразной среде (воздух, топочные газы, перегретый пар), которая путем конвекции передает теплоту древесине. Для  нагревания и циркуляции сушильного агента камеры снабжают нагревательными и циркуляционными устройствами. Воздух, нагретый при помощи калориферов до температуры, соответствующей фазе сушки циркулирует в сушильной камере и нагревает материалы. Избыток влаги начинает испаряться с поверхности. Процесс продолжается до тех пор, пока уровень влажности заготовки не достигнет требуемого. Влажность воздуха в камере должна быть на 3 - 5%% больше влажности материала. Чтобы избежать пересушивания поверхности, в материал вводится несколько датчиков влажности, которые постоянно передают информацию об уровне влажности. нагревания и циркуляции сушильного агента камеры снабжают нагревательными и циркуляционными устройствами. Воздух, нагретый при помощи калориферов до температуры, соответствующей фазе сушки циркулирует в сушильной камере и нагревает материалы. Избыток влаги начинает испаряться с поверхности. Процесс продолжается до тех пор, пока уровень влажности заготовки не достигнет требуемого. Влажность воздуха в камере должна быть на 3 - 5%% больше влажности материала. Чтобы избежать пересушивания поверхности, в материал вводится несколько датчиков влажности, которые постоянно передают информацию об уровне влажности.
1.4 Описание конструкции и режима работы сушильной установки.
Конструкция сушильной камеры может включать в себя:
1) Вентиляторы
2) Калориферы
3) Систему пароувлажнения
4) Системы приточно- вытяжной вентиляции
Проектируется конвективная сушильная, имеет следующий цикл работы:
Через специальные клапаны установка закачивает воздух из окружающей среды, затем нагревает его до требуемой температуры, далее открывается верхняя крышка и в камеру помещается изделие, происходит его сушка, затем высушенное изделие извлекают, и установка охлаждается.
Задачей проектирования является автоматизированный поиск оптимальных режимных и технологических параметров, при которых сушка будет наиболее эффективной. Так же задача проектирования включает в себя подбор дополнительно оборудования (вентиляторы, калориферы) с необходимыми для данного процесса техническими характеристиками (мощность, расход в единицу времени и т.д.).
 2 ПОСТАНОВКА ЗАДАЧИ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ 2 ПОСТАНОВКА ЗАДАЧИ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Для создания САПР установки для конвективной сушки металлических изделий требуется решить следующие задачи:
1)Разработать структурную схему подсистемы САПР, отражающую состав технического, программного, математического, информационного и методического обеспечения, необходимого для реализации процесса проектирования.
2)Разработать функциональную схему подсистемы САПР, отражающую последовательность процесса проектирования.
3)Разработать математическое обеспечение САПР: математическую
модель процесса сушки металлических изделий конвективным методом, а также задачу оптимизации режимных и конструкционных параметров установки сушки;
4)Разработать состав программного обеспечения для реализации этапов проектирования на ЭВМ. При этом необходимо программно реализовать алгоритмы решения математической модели и задачи оптимизации.
5)Разработать структуру информационного обеспечения подсистемы САПР.
6)Разработать состав комплекса технических средств с учетом требований предъявляемых к техническому обеспечению.
3. О
ПИСАНИЕ ОБЕСПЕЧЕНИЙ САПР
3.1 Информационное обеспечение.
Информационное обеспечение САПР – это совокупность единой системы классификации и кодирования, системы показателей и информационных языков, унифицированных систем документации и массивов информации, совокупность первичных и производных данных, а также совокупность правил и методов организации, представления, накопления хранения, обновления и контроля информации, обеспечивающих эффективное использование информации в САПР. Информационное обеспечения предназначено для организации, использования (получения),  хранения и поддержания в актуальном и корректном состоянии всех сведений (данных), необходимых для процесса проектирования. Его основной функцией является представление всем категориям пользователей и приложений необходимой информации в требуемых количествах, формах и сроках. хранения и поддержания в актуальном и корректном состоянии всех сведений (данных), необходимых для процесса проектирования. Его основной функцией является представление всем категориям пользователей и приложений необходимой информации в требуемых количествах, формах и сроках.
Наибольшее распространение получила реляционная модель, вследствие простой формы представления данных и развитому теоретическому аппарату, позволяющему легко описывать различные преобразования над ними. Основу реляционной модели составляет совокупность данных, сформированных в виде таблицы. Такая форма представления информации привычна для специалиста, пользующегося различной справочной литературой, поэтому в данной САПР используется именно реляционная модель БД.
Для нормального функционирования САПР необходимо наличие следующих баз данных:
-БД "Типы оборудования".
-БД "Параметры установки".
-БД "Готовые проекты".
Рассмотрим состав каждой из них:
База данных «Типы оборудования» включает в себя 2 таблицы: «Типы оборудования. Модели калориферов», «Типы оборудования. Модели вентиляторов»,
Первая таблица содержит информацию о моделях калориферов, площади живого сечения, коэффициенте теплопередачи, поверхности нагрева, сопротивлению по воздуху и номинальной мощности.
Вторая таблица содержит информацию о типах вентиляторов, расходе воздуха и полном давлении.
База данных «Параметры установки» содержит в себе 3 таблицы: «Начальные параметры установки», «Характеристики материалов» и «Типовые геометрические размеры конструкции».
 Первая таблица содержит информацию о расходе воздуха, материале детали, номинальной мощности и геометрических размерах. Первая таблица содержит информацию о расходе воздуха, материале детали, номинальной мощности и геометрических размерах.
Вторая таблица содержит информацию о наименовании материала и плотности.
Третья таблица содержит информацию о наименовании типа, длины стороны основания и высоты.
База данных «Готовые проекты» содержит одну таблицу «Готовые проекты». В данной таблице хранятся не только адреса файлов с отчетами, но и некоторые ключевые параметры, по которым отчет может быть найден и предоставлен для просмотра пользователю. Ключевыми параметрами являются расход воздуха, номинальная мощность, а также материал детали.
Все базы данных выделены в информационную подсистему. Чтобы не строить сложную систему запросов, было принято решение при начале работы с САПР сразу же загружать все БД и делать их доступными для всех подсистем. Таким же образом и сохраняются все изменения, вносимые по ходу работы САПР в БД. То есть изменения сначала формируются и хранятся подсистемами, а затем при завершении работы информационная подсистема на их основе корректирует сами БД.
Даталогическая модель БД расположена в графическом приложении.
БД создана в приложении MS Excel 2007, что делает её доступной для просмотра пользовалей и прямого редактирования. Среда разработки Borland C++ Builder 6 и приложение MS Excel были связаны с помощью технологии OLE-сервера.
3.2 Математическое обеспечение.
3.2.1 Общие сведения.
Математическое обеспечение включает в себя математические модели, методы и алгоритмы, служащие для описания свойств объектов проектирования и необходимые для решения задач автоматизированного проектирования, которые реализуются в программном обеспечении САПР. Компоненты математического обеспечения чрезвычайно разнообразны. Среди  них имеются инвариантные элементы – принципы построения функциональных моделей, методы численного решения алгебраических и дифференциальных уравнений, постановки задач оптимизации, поиски экстремума. Разработка математического обеспечения является одним из самых сложных этапов создания САПР, от которого в наибольшей степени зависят производительность и эффективность функционирования САПР в целом. них имеются инвариантные элементы – принципы построения функциональных моделей, методы численного решения алгебраических и дифференциальных уравнений, постановки задач оптимизации, поиски экстремума. Разработка математического обеспечения является одним из самых сложных этапов создания САПР, от которого в наибольшей степени зависят производительность и эффективность функционирования САПР в целом.
5.1 Описание математического обеспечения
5.1.1 Постановка задачи оптимизации
Общая схема установки представлена в приложении Г. Установка состоит из сушильной камеры и циркуляционного контура теплоносителя. В камеру помещается деталь, требующая сушения. Циркуляционный контур состоит из калорифера и вентиляционной установки, соединенных воздуховодом. Здесь в качестве объекта проектирования выступает термодинамическая система , к которой из вне подводится энергия в виде тепловой энергии водяного пара и электроэнергии на вентиляционную установку.
Задача оптимизации заключается в том, чтобы найти такие численные значения длины стороны основания а
сушильной камеры и её высоту h
, при которых длительность процесса tпр
будет минимальной, при заданной номинальной мощности.
Составим для нёё массовый и тепловой балансы. Баланс масс по воздуху будет иметь вид (1):
 (1) (1)
Где G - расход воздуху, k*G – поток воздуха, проходящий через байпас, (1-k)*G – поток воздуха, проходящий через камеру.
Баланс тепла в сушильной камере за время Dt будет состоять из нескольких компонентов:
 (2) (2)
тепло входящего воздуха;
 (3) (3)
тепло выходящего воздуха;
  (4) (4)
тепло, идущее на нагрев тела;
 (5) (5)
тепло на нагрев воздуха в камере.
Где СB
– теплоемкость воздуха, MB
– масса воздуха в сушильной камере, S – площадь поверхности детали, a - коэффициент теплопередачи от воздуха к телу, tГ
(t) – температура на выходе обогревателя, tС
(t) – температура в камере, tТ
(t) – температура тела.
Таким образом, подвод тепла за время t от воздуха в камере будет иметь вид (6):
 (6) (6)
Из уравнения (6) будет определяться температура тела tT
(t).
Преобразуем уравнение (6) к другому виду:
 (7) (7)
И в окончательном виде
 (8) (8)
Для участка подогрева воздуха
 , (9) , (9)
где N – номинальная необходимая мощность.
И напишем баланс для узла смешения воздуха из камеры и байпаса
 (10). (10).
Таким образом, имея уравнения (8), (6), (9) и (10) получаем систему:
Где входными величинами являются
G - расход воздуха через вентилятор, кг/с
k – доля расхода через Байпас (GB
=kG)
M – масса тела, кг
MB
– масса воздуха в камере нагрева, кг
 с – теплоемкость тела, Дж/кг*град с – теплоемкость тела, Дж/кг*град
сB
– теплоемкость воздуха, сB
= 1005,6 Дж/кг*град
S – площадь поверхности металлического изделия, м^2
α – коэффициент теплопередачи от воздуха к телу, Вт/м^2*град
Данная установка описывается следующей математической моделью
  (11) (11)
Где неизвестными величинами являются
tвх
(τ) – температура на входе нагревателя
tг(τ) – температура на выходе нагревателя
tс
(τ) – температура в камере сушилки
tm(τ) – температура высушиваемого изделия
Масса воздуха в камере смешения может быть заменена при вводе исходных данных геометрическими параметрами камеры смешения: длиной стороны основания и высотой.
5.2.1Математическое обеспечение
В период сушки влажный материал содержит как связанную (гигро-скопическую), так и свободную влагу и поэтому носит название мокрого или сырого материала. Задача осушки сводится к внешней - к удалению свободной влаги. При обтекании поверхности материала потоком теплоносителя, в пограничном слое возникают градиенты скорости, температуры и влагосодержания. Дифференциальные уравнения переноса для теплоносителя могут быть записаны в следующем виде. Уравнение переноса массы:

 - удельное влагосодержание теплоносителя; - удельное влагосодержание теплоносителя;
Vx – продольная скорость обтекания плода пластины, м/с;
x – продольная координата, м;
z – поперечная координата, нормальная к поверхности материала, м;
Vz – компонента скорости, нормальная к поверхности материала, м/с;
а - коэффициент массопроводности (диффузии), м/с ;
T δ - термоградиентный коэффициент, K-1;
tT - температура теплоносителя, K;
Gвл, Gc – масса влаги и сухого воздуха, кг.
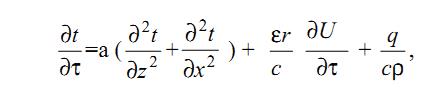
 Уравнение переноса теплоты: Уравнение переноса теплоты:

где:
aT – коэффициент температуропроводности;
Рт- плотность теплоносителя;
Ст – удельная теплоемкость;
q – объемная мощность инфракрасного (ИК) излучения;
r – удельная теплота испарения воды;
ε - коэффициент фазового перехода.
Следует отметить, что в работе показано весьма слабое влияние фактора поперечного потока массы на процессы тепло- и массообмена в процессах испарения. Таким образом, в уравнениях и можно положить:
В период условно постоянной скорости сушки (внешняя задача) могут быть записаны уравнения сохранения энергии и массы для осушаемого объекта. Плотность потока массы определяется механизмом перемещения влаги внутри материала в виде пара или жидкости (влагопроводность, термовлагопроводность, бародиффузия) и механизмом перемещения влаги с поверхности материала в окружающую среду через пограничный слой при естественной или вынужденной конвекции, а так же энергетикой испарения (удельная теплота испарения, структура, размер и форма капилляров, энергия связи влаги). Общее выражение для плотности потока влаги в капиллярно-пористом теле (в направлении оси Z) записывается [4] в виде соотношения:

o ρ - плотность влаги;
 - коэффициент диффузии; - коэффициент диффузии;
 - коэффициент термодиффузии; - коэффициент термодиффузии;
  -коэффициент бародиффузии; -коэффициент бародиффузии;
 -градиент влагосодержания; -градиент влагосодержания;
 -градиент температуры; -градиент температуры;
 -градиент давления. -градиент давления.
При этом необходимо иметь в виду следующие обстоятельства: Так как температура теплоносителя в реальных условиях составляет величину менее 80 C, то явлением бародиффузии пренебрегаем . По результатам экспериментальных исследований изменение температуры поверхности осушаемого образца составляет величину около 70 C, в связи с чем компоненту термовлагопроводности можно также опустить. В таком случае уравнение сохранения массы для образца может быть записано в форме уравнения (1), а уравнение сохранения энергии для осушаемого плоского двумерного объекта, в условиях пренебрежения термическим сопротивлением тонкой пленки влаги, может быть записано в классическом виде
[2,6]:
где ρ – плотность материла.
Для решения уравнений (1), (2), (3) тепломассопереноса в первом периоде
 сушки необходимо сформировать условия однозначности – краевые условия. В наиболее общем виде такие условия приведены в работе [6]. Для нашего случая, с учетом фазового перехода при испарении воды со свободной поверхности, граничные условия третьего рода для уравнений (1) и (2) примут вид: сушки необходимо сформировать условия однозначности – краевые условия. В наиболее общем виде такие условия приведены в работе [6]. Для нашего случая, с учетом фазового перехода при испарении воды со свободной поверхности, граничные условия третьего рода для уравнений (1) и (2) примут вид:
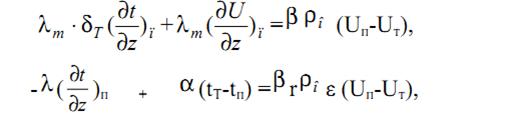
где
 -поток теплоты за счет теплопроводности; -поток теплоты за счет теплопроводности;
 - поток теплоты за счет теплообмена; - поток теплоты за счет теплообмена;
 - поток теплоты за счет испарения; - поток теплоты за счет испарения;
 -поток массы испаряющийся влаги; -поток массы испаряющийся влаги;
 -поток массы испаряющийся за счет термовлагопроводности; -поток массы испаряющийся за счет термовлагопроводности;
 - поток массы испаряющийся за счет влагопроводности; - поток массы испаряющийся за счет влагопроводности;
λ - коэффициент теплопроводности;
α - коэффициент теплоотдачи;
o ρ - плотность влаги;
β - коэффициент массоотдачи;
 λт - коэффициент массопроводности. λт - коэффициент массопроводности.
Начальные условия записываются в следующем виде:

здесь:
±R – координаты Z для верхней и нижней поверхности материала при тол-
щине материала 2R; п – индекс для поверхности материала.
Следует отметить, что граничные условия 3 рода для уравнения (3) при
указанном способе осушки изделий записываются в форме уравнения (5).
Начальные условия записываются в следующем виде:

где Uг - гигроскопическое влагосодержание материала .
Необходимость рассмотрения этой фазы процесса осушки обусловлена, как отмечалось ранее, наличием объектов находящихся в стадии не только первого, но и второго периода - убывающей скорости сушки [1,3], когда фронт испарения проник внутрь материала по координате z. Во втором периоде сушки удаляется гигроскопическая (связанная) влага, ввиду того, что вся свободная влага с поверхности материала удалена. Таким образом, в условиях пренебрежения бародиффузией [4], движущей силой процесса массоуноса является градиент влагосодержания и температуры. В этом случае совместная система уравнений тепло- и массопереноса записывается в следующем виде:
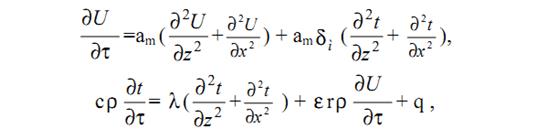
где:
 ρ – плотность материала ; ρ – плотность материала ;
δ - термоградиентный коэффициент для материала, 1/К.
В начальный момент времени температуру tн и влагосодержание Uо(t) ма-териала принимаем постоянными:
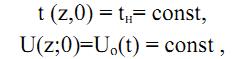
При этом следует иметь в виду, что Uо(t) – гигроскопическое влагосодер-жание материала, установившееся к моменту окончания осушки свободной влаги с поверхности материала. Граничные условия могут быть записаны в виде:
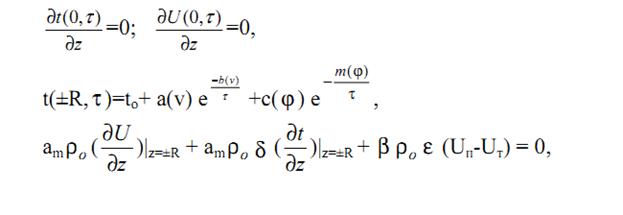
где
 - диффузионный поток массы с поверхности материала; - диффузионный поток массы с поверхности материала;
 - поток массы за счет термовлагопроводности; - поток массы за счет термовлагопроводности;
βoρε (Uп-Uт) – поток массы за счет массообмена;
φ – относительная влажность теплоносителя;
а(v), b(v), c(φ ), m(φ) – эмпирические коэффициенты.
Поставленная задача (1)-(13) не может быть решена аналитически без су-щественного упрощения в связи с математическими трудностями, обусловленными как нелинейностью, так и переменностью коэффициентов переноса[6,1,2].Поэтому следующим этапом реализации искомого решения целесообразно выбрать переход к критериальным уравнениям[3,7,8].
В качестве нагревательных элементов используются плиты специальной конструкции, представляющие собой две перфорированные металлические пластины с установленными между ними  змеевиковыми нагревателями. В качестве змеевикового нагревателя используются электронагревательные элементы, обеспечивающие минимальную инерционность процесса. змеевиковыми нагревателями. В качестве змеевикового нагревателя используются электронагревательные элементы, обеспечивающие минимальную инерционность процесса. 
Рис 1. Схема ведения кондуктивной сушки металлических изделий
с периодическим подводом тепловой энергии.
Схема ведения исследуемого процесса представлена на рис. 1. Процесс сушки начинается с прогрева высушиваемой металлических изделий путем
включения в работу нагревательных элементов. Процесс осуществляется при атмосферном давлении среды с целью минимизации удаления влаги с поверхностных слоев материала. После прогрева пиломатериала включением вакуумного насоса и конденсатора начинается стадия вакуумирования, в процессе которой происходит интенсивное удаление влаги из металла. Стадию вакуумирования также можно подразделить на два периода: период понижения давления и период выдержки нагретого материала при минимальном остаточном давлении.
Согласно блочному принципу построения математической модели процесса, совокупность физических явлений, составляющих исследуемый  способ сушки, рассматривается решая внешнюю – тепломассоперенос в парогазовой фазе, и внутреннюю задачи – тепломассоперенос внутри материала. способ сушки, рассматривается решая внешнюю – тепломассоперенос в парогазовой фазе, и внутреннюю задачи – тепломассоперенос внутри материала.
Для решения задачи тепломассопереноса внутри плоского материала использованы дифференциальные уравнения Лыкова, которые применительно
к одномерной симметричной пластине записаны в виде выражений
 , ,
 . .
Поле общего давления внутри материала зависит от свойств капиллярнопористого коллоидного тела. В частности, для металлических изделий из древесины может быть использовано уравнение, полученное Г.С. Шубиным
 . .
где пористость материала можно определить из выражения
 . .
В процессе прогрева металла при атмосферном давлении среды внутри пластины отсутствуют фазовые превращения (критерий парообразования e в уравнении (2) равен нулю) и, как следствие, молярный перенос внутри древесины отсутствует. Тогда, система дифференциальных уравнений (1) – (3) сводится к следующим уравнениям
 , ,
 . .
 Начальные условия для решения представленных дифференциальных уравнений, характеризующие начало всего сушильного процесса Начальные условия для решения представленных дифференциальных уравнений, характеризующие начало всего сушильного процесса
U ( 0; x ) = U0
,
Tм
( 0; x ) = Tм.0
.
рм
( 0; x ) = ратм
.
Начальные условия для каждой последующей стадии процесса будут представлять собой поля температур, влажности и давления по сечению материала после предыдущей стадии
Граничные условия для решения дифференциальных уравнений выбираются исходя из условий внешней задачи.
В процессе контактного прогрева металла температуру поверхности материала в первом приближении можно принять равной температуре нагревательных элементов, а процесс массообмена характеризуется разностью парциальных давлений паров удаляемой влаги в среде и над поверхностью влажного материала. Тогда граничные условия для решения  дифференциальных уравнений (4) и (5) могут быть записаны в следующем виде дифференциальных уравнений (4) и (5) могут быть записаны в следующем виде
 . .
Tм
( t; 0 ) = Tнагр
,
Тепломассоперенос в металлических изделий в процессе понижения давления описывается дифференциальными уравнениями (1) – (3) при граничных условиях в виде выражений
 , ,
 , ,
 . .
Для расчета влажностных напряжений, возникающих в плоском металле в процессе сушки, предложена формула
 . .
Математическое описание процесса переноса тепла и массы для парогазовой фазы в условиях непрерывного понижения давления, а также при отсутствии полей скорости, температуры, плотности пара и инертного газа во внешней среде основано на уравнениях материального и теплового балансов. Для нестационарных условий протекания процесса разница между притоком и отводом составит накопление массы и энергии в свободном объеме аппарата
 , ,
 , ,

Левая часть уравнения (15) характеризует изменение массы пара в парогазовой фазе в единице свободного объема аппарата; первое слагаемое правой части – подвод массы пара в парогазовую фазу, а второе слагаемое – его отвода в вакуумную линию. Соотношение (16) отличается от (15) отсутствием слагаемого, характеризующего подвод массы воздуха в единицу свободного объема вследствие герметичности аппарата. В уравнении переноса энергии (17) левая часть представляет собой изменение  теплосодержания парогазовой фазы; первый член правой части уравнения характеризует отвод тепла за счет теплообмена с поверхностью влажного материала; второй член – отвод тепла с удаляемой в вакуумную линию парогазовой смесью; третий – приток тепла с парами влаги, удаляемыми из материала. теплосодержания парогазовой фазы; первый член правой части уравнения характеризует отвод тепла за счет теплообмена с поверхностью влажного материала; второй член – отвод тепла с удаляемой в вакуумную линию парогазовой смесью; третий – приток тепла с парами влаги, удаляемыми из материала.
После некоторых преобразований выражений (15), (16) и (17) получены уравнения, определяющие скорости изменения парциальных давлений пара и газа и температуры среды
 , ,
 , ,
 . .
 В случае ведения процесса прогрева материала в парах испаряемой влаги общее давление и температура в камере описываются дифференциальными уравнениями, записанными в виде В случае ведения процесса прогрева материала в парах испаряемой влаги общее давление и температура в камере описываются дифференциальными уравнениями, записанными в виде
 , (21) , (21)
 . .
Для возможности управления процессами сушки определена объемная производительность системы удаления пара при заданной интенсивности испарения жидкости с тепломассообменной поверхности 
 . .
В процессе удаления связанной влаги в режиме идеального смешения в паровой фазе, когда парциальное давление в свободном объеме аппарата зависит от температуры и влагосодержания поверхности материала, требуемая объемная производительность системы удаления пара определяется из выражения

Для расчета представленной математической модели процессов кондуктивной сушки разработан алгоритма расчета. Алгоритм расчета состоит из двух блоков, связанных между собой операторами управления: I – блока расчета процесса кондуктивного нагрева металла; II – блок расчета тепломассопереноса в среде и внутри влажного материала при понижении давления. Каждая из частей алгоритма содержит цикл расчета полей температуры и влагосодержания материала для каждого момента времени в зависимости от выбранного шага. Расчет начинается с активации банка данных, содержащего массивы и функции теплофизических характеристик материала и среды, и ввода исходных данных, представляющих собой начальные условия процесса, параметры технологического оборудования и другие сведения, необходимые для расчета на ЭВМ.
Выбор оборудования для установки конвективной сушки
Также проектируемая САПР решает задачу выбора оборудования для конвективной сушилки из некоторого набора моделей, способных реализовать номинальную мощность. В качестве нагревательного элемента будут предлагаться паровые калориферы КФС 12 видов. После подбора нагревательного элемента будут определяться параметры вентиляционной установки.
Рассмотрим алгоритм выбора модели калорифера. Модели КФС и их основные характеристики будут содержаться в БД «Типы оборудования».
В начале вычисляют необходимое живое сечение калорифера fж
по воздуху:
 ; (12) ; (12)
где GВОЗД
– заданный расход воздуха, кг/c, Vm – массовая скорость воздуха, кг/м^2. Массовая скорость воздуха по экономическим соображения принимается равной 8 кг/м^2.
В БД выбираем модель калорифера с наиболее подходящим fж – fДЕЙСТВ
.
 Далее находим действительную массовую скорость воздуха. Далее находим действительную массовую скорость воздуха.
 , (13) , (13)
 По таблице определяем коэффициент теплопередачи K и сопротивление по воздуху H для найденной модели калорифера. По таблице определяем коэффициент теплопередачи K и сопротивление по воздуху H для найденной модели калорифера.
Для проверки рассчитываем максимальную тепловую мощность калорифера по формуле (14):
 (14) (14)
Где Fкал
- поверхность нагрева калорифера, определяемая по таблице, tПАР
- температура пара, равная 100 ◦C.
Максимальная тепловая мощность калорифера должна составлять 110-150% от заданной номинальной мощности.
Тогда производительность вентилятора при нормальных условиях будет равна:
 , (15) , (15)
По табличным данным, расходу и производительности вентилятора, определяется необходимый напор воздуха, достаточный для преодоления сопротивления калорифера H.
5 Пример работы программы
Рассмотрим модуль Project1.exe. После открытия загружаем базу данных в Excel.
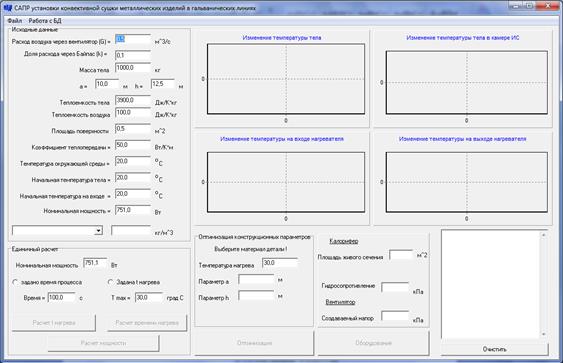
Далее рассчитываем температуру при заданном времени и выводим на графиках зависимость.
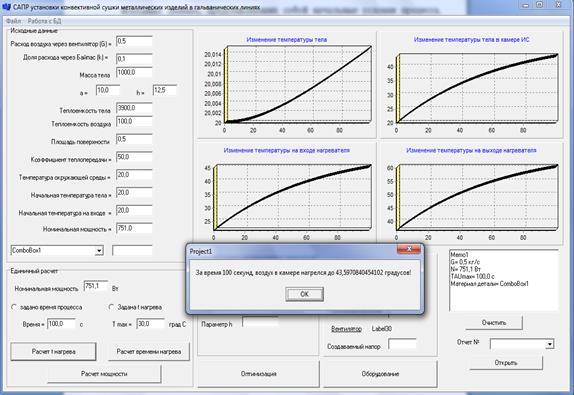
 После чего при заданно мах температуру считаем длительность процесса нагрева камеры камеры. После чего при заданно мах температуру считаем длительность процесса нагрева камеры камеры.

 Далее оптимизируем полученные значения и по для сушки металлических изделий. Далее оптимизируем полученные значения и по для сушки металлических изделий.

 Все полученные значения выводятся на экране и после проверки результатов сохраняются в отдельном файле. После всего выполненного можно изменить значения и рассчитывать заново. Все полученные значения выводятся на экране и после проверки результатов сохраняются в отдельном файле. После всего выполненного можно изменить значения и рассчитывать заново.
ЗАКЛЮЧЕНИЕ
В процессе работы над данным курсовым проектом был проработан большой объем технической литературы по процессам конвективной сушки металлических изделий, методам сушки, проектированию сушильных установок, в том числе с использованием ЭВМ, изучена и тщательно проанализирована предметная область, в результате чего была собрана различная информация необходимая для проектирования САПР.
На основании полученных сведений и данных были разработаны структурная схема и схема работы САПР, рассмотрены и представлены практически все основные виды обеспечений автоматизированного проектирования, в том числе:
1) создана математическая модель процесса конвективной сушки;
2) четко определены входные, выходные и варьируемые параметры, а также критерии оптимизации объектов проектирования;
3) разработано информационное обеспечение системы;
4) подобран комплекс программно-технических средств;
5) описано необходимое лингвистическое и методическое обеспечение;
6) Рассмотренные вопросы проектирования систем конвективной сушилки.
На сегодняшний день, данный проект не является на 100% законченной и полнофункциональной САПР, но в то же время уже частично реализованы отдельные её компоненты. Всё это представляет собой существенные предпосылки и обозначает основные направления дальнейшего развития и разработки САПР конвективной сушки для металлических изделий.
 СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. САПР. Принципы построения и структура. И.П. Норенков т.1, Минск, Высшая школа, 1987г.
2. Сольницев Р. И. Автоматизация проектирования систем автома - тического управления, Москва, Высшая школа. 1991. 334с.
3. Жук К. Д., Тимченко А. А., Родионов А. А. Построение современных систем автоматизированного проектирования. - Киев, 1983, -248с.
4. САПР. Информационное и прикладное программное обеспечение. В.Г. Федорук, В.М. Черненький. т.3, Минск, Высшая школа, 1988.
5. Норенков И.П. Автоматизированное проектирование, Москва, 2000, 188с.
6. Виноградов С.С. Организация гальванического производства. Оборудование, расчет производства, нормирование. /под редакцией В.Н. Кудрявцева; “Глобус”. М., 2002.-208с.
7. Гальванические покрытия в машиностроении. Справочник, 2 том. /под редакцией М.А. Шлугера, Л.Д. Тока. - М. : Машиностроение, 1985.-248с.
8. Павлов К.Ф., Романков П.Г., Посков А.А. Примеры и задачи по курсу
процессов и аппаратов химической технологии. Л.: Химия, 1981.
9. Сушильные аппараты и установки. Каталог НИИХИММАШ. 3-е изд.,
М.:, 1975.
10. Касаткин А.Г. Основные процессы и аппараты химической
технологии. М.: Химия, 1973.
11. Лыков М.В. Сушка в химической промышленности. М.: Химия,
1970.
|

