МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ
Тема проекта:
Устройство для автоматической навивки пружин на токарно-револьверном автомате мод. 1Б124
Студент Кудряшов Д.В.
Факультет Балашихинский
Группа БФ-2
Консультант Гапонкин В.А.
МОСКВА
1998 г.
ВВЕДЕНИЕ
Обзор специальных устройств для универсальных станков токарной группы
Станки токарной группы составляют большую часть общего выпуска станков. В основном, хотя продолжают развиваться и универсальные токарно-винторезные станки, преобладают тенденции развития специальных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процесса. Тем не менее иногда возникает необходимость расширения технологических возможностей такого оборудования.
Кроме обработки заготовок точением и сверлением на токарных станках можно нарезать внутреннюю и наружную резьбу, протачивать конические поверхности, прорезать шлицы и даже фрезеровать. Для выполнения этих операций необходимы соответствующая наладка и специальные приспособления. Существуют также устройства к токарным станкам для изготовления пружин.
Известно устройство к токарным станкам для навивки пружин с переменным шагом, содержащее приводной шпиндель, привод подачи, имеющий гитару с регулируемой вращающейся кулисой, состоящей из двух эксцентричных, связанных посредством кулисного камня и передвижных одна относительно другой шестерен, кинематически связанных с приводом шпинделя и шестерней привода подачи [1]. Однако технологические возможности такого устройства ограничены.
Более широкий ассортимент пружин позволяет изготавливать устройство к токарно-винторезному станку, содержащем размещенную в патроне станка навивочную оправку, смонтированную на суппорте станка каретку, имеющую механизм подачи проволоки, средство для управления перемещением каретки и регулировочные упоры, установленные на станине с возможностью взаимодействия с переключателем [2].
После закрепления проволоки в пазу на конце оправки включают привод станка, который вращает оправку и обеспечивает поступательное движение суппорта с подачей (устанавливается сменными шестернями гитары станка), равной шагу навиваемой пружины. После навивки заданного количества витков пружины микропереключатель взаимодействует с регулировочным упором, каретка перемещается и происходит образование витков с большим шагом и т.д. По окончании навивки по всей длине оправки станок автоматически выключается и оправку снимают со станка.
Реклама

В некоторых устройствах при навивании пружин из проволоки большого диаметра ее нагревают электрическим током для придания большей пластичности.
К достоинствам описанных конструкций можно отнести их относительную простоту, качество изготавливаемых пружин, легкую настройку длины и шага навиваемой пружины; существенный недостаток - низкая механизация технологического процесса (что определяется используемым оборудованием в том числе): ручная установка и съем оправки, закрепление проволоки и возврат каретки в исходное положение, отрезание и снятие навитых пружин с оправки вручную. Большое количество ручных операций существенно снижает производительность.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяются в крупносерийном и массовом производстве. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата, поэтому такие станки часто называют кулачковыми автоматами.
Токарно-револьверные автоматы в отличие от токарных и токарно-револьверных станков имеют автоматизированный цикл работы, т.е. ходы и вспомогательные движения автоматизированы и частично могут быть совмещены, следовательно, такие автоматы с устройствами для навивки пружин подобными описанным, которые используют вышеперечисленные преимущества токарных автоматов, имеют более высокую производительность.
1. Техническое задание
Разработать устройство для навивки пружин на токарно-револьверном автомате мод. 1Б124.
Устройство должно работать в замкнутом автоматическом цикле. Необходимо выбрать оптимальную скорость вращения шпинделя, отключить неиспользуемые узлы и кинематические цепи, рассчитать кулачки суппортов.
Пружина (рис. 1.1):
l
=35мм, Æ=15 мм,количество витков - 14, шаг - 0 мм.
Реклама

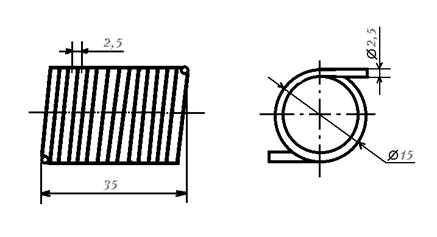
Рис. 1.1.
2. Назначение и технические характеристики
Токарно-револьверный автомат мод. 1Б124
Одношпиндельный токарно-револьверный станок модели 1Á124 -высокопроизводительный автомат. Применяется он для массового производства деталей из круглого, квадратного или калиброванного прутка.Автомат имеет револьверную головку с шестью гнездами. Это позволяет обрабатывать деталь одновременно 12 различными инструментами. Все рабочие процессы автоматизированы, кроме загрузки прутком.
Технические характеристики
· Диаметр отверстия шпинделя, мм 24
· Расстояние от торца шпинделя до револьверной головки, мм
· наибольшее 64
· наименьшее 180
· Общая подача прутка, мм 90
· Общая длина протачивания, мм 80
· Ход суппорта, мм
· револьверного 80
· поперечного переднего, заднего, вертикального 40
· Число ступеней оборотов шпинделя
· правый ход 13
· левый ход 13
· Частота вращения шпинделя, об/мин
· влево 200-3150
· вправо 80-1250
· Мощность электродвигателей, кВт
· главного вала 4,5
· вспомогательного 1,0
· насоса охлаждения 0,12
· Частота вращения электродвигателей, об/мин
· главного вала 1440
· вспомогательного 1440
· насоса охлаждения 2800
· Габаритные размеры, мм 1870х790х1500
· Масса, кг 1750
· Общая компоновка
Основание станка-автомата представляет собой чугунную отливку коробчатой формы. Внутри основания
помещены коробка скоростей с эле
ктродвигателем
для при
вода шпинделя, резервуар охлаждающей
жидкости и шкаф электрооборудования. Сверху
основания крепится
станин
а. На станине располагаются шпинде
льная бабка с вертикальным суп
портом, револьверный
и
поперечные суппорты, механизм выключения и переключатель скоростей. Пульт управлени
я и переключен
ия скоростей расположен на передней стороне основани
я. В левой части корпуса, в нише, закреплена коробка скоростей с электродвигателем
. Натяжение ремней привода шпинделя осуществляется к
ронш
тейн
ом
с роли
ком. Привод шпиндельно
й бабки, натяжное устройство и двигател
ь коробки скоросте
й накрыты общим металлическим кожухом
.
2.1.2. Кинематическая схема автомата
Кинематическая схема автомата
показана на листе 3. Шпиндель V получает вращение от электродвигателя М1 (N=4,5 кВт, n=1440 об/мин) через коробку скоростей и клиноременную передачу со шкивами d1
=212 мми d2
=170 мм. Коробка скоростей дает возможность получать три частоты левого и три частоты правого движения шпинделя. Необходимая частота вращения шпинделя задается переключателями пульта управления, а также сменными зубчатыми колесами a/b коробки скоростей.
Вспомогательный вал VII получает вращение от электродвигателя М2 (N=1,0 кВт, n=1440 об/мин) через редуктор с червячной парой 2/24, вал VI и муфту М2
, которая может быть включена рукояткой 1. Вал имеет постоянную частоту вращения 120 об/мин, от него приводятся в действие все механизмы холостых ходов. На вспомогательном валу VII установлена однооборотная муфта
М3
. При ее включении влево через зубчатые колеса 36/72 вращение получает вал VIII с барабанными кулачками 2 и 3 подачи и зажима прутка. При включении муфты М3
вправо производится поворот револьверной головки автомата через зубчатые колеса, диск 6 и мальтийский крест 5. От вспомогательного вала VII вращение передается на распределительный вал ХIII через зубчатые колеса 29/79, гитару сменных зубчатых колес c/d e/f, вал ХII, червячную пару 1/40 и далее на распределительный вал ХIV через конические зубчатые колеса 44/44. На поперечном распределительном валу ХIII расположен дисковый кулачек 8, передающий движение револьверному суппорту через реечную передачу 7 и барабан 17 с кулачками переключения частоты вращения шпинделя. На распределительном валу установлены кулачки 12-14 подачи поперечных суппортов 9-11 и барабаны 15 и 16 с кулачками переключения однооборотной муфты М3
. Маховиком 4 при наладке вращают вспомогательный вал VII, при этом муфта М2
должна быть отключена.
Устройство для навивки пружин
Устройство для навивки пружин на токарном автомате мод. 1Б124 позволяет в автоматическом цикле осуществлять навивку и отрезку пружин заданного диаметра, длины, шага.
Технические характеристики
· Диаметр навиваемой проволоки, мм 2,5
· Диаметр пружины, мм 15
· Длина пружины, мм 35
· Количество витков 14
· Шаг, мм 0
· Производительность, шт/мин 2,33
Описание конструкции и работы устройства
Схема рабочего пространства станка 1Б124 с устройством для навивки пружин представлена на листе 1. Устройство для навивки пружин состоит из закрепленной в патроне 2 оправки 1, имеющую крючок для захвата проволоки, ножа отрезного устройства 4 и скобы снятия навитой пружины с оправки 5, закрепленных на револьверной головке 3, механизма подачи и правки проволоки 7, ответной части отрезного устройства 8, устройства отключения станка 9 после окончания проволоки в бухте, размещенных на переднем поперечном суппорте 6. Бухта с проволокой 10 расположена перед станком на высоте механизма правки проволоки 7.
Навивочная оправка изображена на листе 2. Она состоит из трубки 1 с ограничительным пазом 4 и заглушкой 3, которая зажимается непосредственно в патроне станка, и самой навивочной оправки 2, часть которой расположена внутри трубки 1 и может перемещаться, сдерживаемая пружиной. Завернутый в оправку штифт 5 ограничивает ее продольное перемещение (в пределах ограничительного паза 4) и не допускает поворот вокруг оси. На оправке 2 расположен крючок 6 для захвата проволоки.
Устройство работает следующим образом. Для навивания пружин (см. лист 1) оправка 1 установлена в патроне станка 2. Револьверный суппорт с револьверной головкой 3 находится в крайнем правом положении, передний поперечный суппорт 6 максимально отведен назад. Конец проволоки, находящейся в бухте 10, вставляют в механизм правки 7, расположенный на переднем поперечном суппорте 6, и подводят к ответной части отрезного устройства 8.
Включают привод станка, который приводит во вращательное движение оправку 1 и обеспечивает подачу переднего поперечного суппорта 6 и револьверного суппорта 3. Передний поперечный суппорт 6 подает проволоку вперед, где ее захватывает крючок оправки 1, одновременно револьверный суппорт 3 обеспечивает поступательное движение оправки с подачей равной шагу навиваемой пружины. В это время передний поперечный суппорт 6 движется назад. Величина подачи револьверного суппорта 3 установлена сменными зубчатыми колесами.
После навивки заданной длины (количества витков), нож 4 отрезает проволоку и скоба 5, снимает навитую пружину с оправки при отходе револьверного суппорта 3 назад, после чего поперечный суппорт 6 начинает движение вперед, захватывая и подавая проволку к крючку оправки 1 и рабочий цикл повторяется. При окончании проволоки в бухте станок автоматически отключается устройством 9.
Модернизация кинематики станка
Для снятия нагрузки с привода, а также для предотвращения износа неиспользуемые при работе устройства для навивки пружин узлы и кинематические цепи станка отключены, на листе 3 они отмечены звездочками. Отключены: муфта М3
, установленная на вспомогательном валу VII, а значит исключено движение вала VIII с барабанными кулачками 2, 3 подачи и зажима прутка, мальтийский крест 5 и диск 6 поворота револьверной головки; кулачок 12 вертикального суппорта и кулачок 14 заднего поперечного суппорта; электрические цепи переключения скоростей и направления движения.
Расчет и проектирование наладок станка
Настройка привода главного движения и подачи
Принимаем, что:
· навивка проволоки выполняется при nшп
=160 об/мин, sрс
=2,5 мм/об;
· подача проволоки при nшп
=160 об/мин, sпс
=2,5 мм/об.
Частота вращения вспомогательного вала:
nи
= 1440*2/24=120 об/мин
Частота вращения распределительного вала:
nр.в.
=120*29/79*c/d*e/f*1/40=1,1*c/d*e/f*
Tц
=60/nр.в.
=60/1,1* d/c*f /e
Уравнение настройки:
c/d*e/f*=54,5/Т
3.3. Определение числа оборотов шпинделя за время выполнения каждого рабочего перехода
nпер.
= l
/s - число оборотов шпинделя за переход
nпер.
= 80/2,5 = 32 об. - для револьверного суппорта
nпер.
= 25/2,5 = 10 об. - для поперечного суппорта
Траб.
= 60*Snпер.
/nшп
- время, затраченное на рабочие переходы
Траб.
= 60*(32+32+10)/160 = 27,8 с
Тхол.
= 0 с
Тмаш.
= Траб.
+ Тхол.
= 27,8 с - расчетное машинное время на изготовление одной детали - время одного оборота распределительного вала станка, уточняем его по паспорту автомата 1Б124.
Ближайшие значения Тмаш.
= 27,8 с будут 27,5 с и 25,7 с, выбираем Тмаш.
= 25,7 с, ему соответствует число оборотов шпинделя равное 64, т.е. два перехода револьверного суппорта - одна навитая пружина, nц
= 64 об.
Из таблицы паспорта выбираем числа зубьев сменных колес:
c= 45, d= 71, e= 80, f= 27.
Цикловая производительность автомата:
Qц
= 1/Тмаш.
* 60 = 1*60/27,5 = 2,33 шт/мин.
Расчет кулачков
Для каждого перехода определяем начальный радиус Rн
на кулачке, откуда начинается рабочий ход, и конечный радиус Rк
, где он заканчивается, а также число сотых делений на каждый рабочий участок.
Расчет кулачка револьверного суппорта
Число сотых делений окружности кулачка:
aпер
= aраб
* nпер
/ Snпер
aпер
= 100 * 32/32 =100 сотых
Т. к. на переходе 1 расстояние от торца шпинделя до револьверной головки равно минимально допустимому (64 мм), то Rк
равно максимальному радиусу Rmax
заготовки кулачка, которая приведена в паспорте станка:
Rк
= Rmax
=120 мм.
Rн
= Rmax
- (L - Lmin
), где L - расстояние между торцом шпинделя и револьверной головкой, мм; Lmin
- наименьшее значение расстояния между торцом шпинделя и револьверной головкой, мм.
Rн
= (120 - 64) - 144 = 40 мм.
Расчет кулачка поперечного суппорта
Число сотых делений окружности кулачка:
aпер
= aраб
* nпер
/ Snпер
aпер пауз
= 100 * 10/32 = 31,45 = 31,5 сотых
aпер под.
= 100 - 31,5 = 68,5 сотых
Т. к. на переходе 1 расстояние от оси шпинделя до поперечного суппорта равно минимально допустимому (10 мм), то Rк
равно максимальному радиусу Rmax
заготовки кулачка, которая приведена в паспорте станка:
Rк
= Rmax
= 76 мм.
Rн
= (Rmax
+ Lmin
) - L, где L - расстояние между осью шпинделя и поперечным суппортом, мм; Lmin
- наименьшее значение расстояния между осью шпинделя и револьверной головкой, мм.
Rн
= (76 + 10) - 35 = 51 мм.
Наладку токарного автомата производят в соответствии с картой наладки (табл. 1). Наладка включает в себя: подготовку; установку сменных зубчатых колес; установку и регулирование кулачков револьверного и поперечного суппортов; установку и регулирование отрезного устройства и механизма правки проволоки; проверку работы установки при навивке нескольких пружин и работу механизма автоматического отключения (блокировки).
Оснащение устройством ЧПУ
На рис. 4.1 представлена блок-схема СЧПУ. С устройства ввода программы 1 технологическая информация поступает в устройство усиления сигнала УУ, затем в блок согласования БС и на исполнительный механизм (револьверный суппорт - обеспечивает подачу оправки и отрезного устройства), отрабатывающий геометрическую и технологическую информацию. Датчик Д контролирует положение исполнительного механизма и корректирует его перемещение через блок БС. После отработки этой части программы сигнал с датчика Д исполнительного механизма поступает на датчик Д проверяющий наличие проволоки в механизме подачи. При ее отсутствии сигнал поступает в БС первого исполнительного механизма и станок отключается. Иначе сигнал поступает в блок согласования БС и привод следующего исполнительного механизма (поперечный суппорт - подает проволоку). Его работа контролируется и корректируется датчиком Д. После завершения этой части программы сигнал с датчика Д поступает в блок согласования БС первого исполнительного механизма и рабочий цикл повторяется.

Рис. 4.1.
Используется замкнутая контурная система ЧПУ, датчики обратной связи - линейные и круговой индуктоксины, привод подач - шаговый (дискретный) двигатель.
ЗАКЛЮЧЕНИЕ
Разработанное устройство для навивки пружин соответствует требованиям технического задания, является простым и легко настраиваемым и работает в замкнутом автоматическом цикле, допускает возможность использования ЧПУ.
ЛИТЕРАТУРА
· Авторское свидетельство СССР №99454, кл. В21 F 3/00, 1954.
· Авторское свидетельство СССР №1069915, кл. В21 F 35/00, 1984.
· Паспорт станка мод. 1Б124. Л., 1963.
· Батов В.П. Токарные автоматы и полуавтоматы. М., 1982.
· Оганян А.А., Родинский Э.М. и др. Справочник по наладке токарных и токарно-револьверных автоматов. М., 1983.
· Гусев И.Т. и др. Устройства числового программного управления. М.,1986.
|
