| Министерство общего и профессионального образования РФ
Ярославский государственный технический университет
Кафедра охраны труда и природы
Курсовой проект защищён
с оценкой______________
Руководитель
к.т.н., доцент
__________И.В. Савицкая
Расчётно-пояснительная записка
к курсовому проекту по дисциплине
«Промышленная экология»
Тема: Проект очистки масло-шламовых сточных вод завода «Топливная аппаратура» электрохимическим методом
ОТП 09.26.32.07.023 КП
| Нормоконтролёр
К. т . н.
, доцент
______________И.В. Савицкая
“___”____________2001 г.
|
Проект выполнил
Студент гр. ХТОС-52
________________ Д.Б. Булгаков
“___”____________2001 г.
|
2001
РЕФЕРАТ
44 с., 5 рис., 8 табл., 11 источников
МАСЛО-ШЛАМОВЫЕ СТОКИ, ЭЛЕКТРОКОАГУЛЯТОР, ОЧИСТКА, УТИЛИЗАЦИЯ ОТХОДОВ.
Объектом исследования является установка по очистке масло-шламовых сточных вод механо-сборочного корпуса №4 (МСК-4), площадка «Е» ЯЗТА методом электрокоагуляции.
В ходе работы проведён литературный обзор, в котором рассматриваются различные методы очистки масло-шламовых сточных вод, составлена технологическая схема процесса очистки, составлен материальный баланс процесса, проведён расчёт электрокоагулятора с железными электродами и разработана его конструкция, предложены способы утилизации шлама, который образуется в процессе очистки масло-шламовых сточных вод.
Содержание
Введение_______________________________________________________ 5
1. Литературный обзор.__________________________________________ 7
1.1 Очистка стоков коагуляцией__________________________________ 7
1.2 Очистка воды озонированием________________________________ 8
1.3 Очистка воды адсорбцией на углях____________________________ 8
1.4 Очистка воды с помощью ионообменных смол и полимерных адсорбентов___________________________________________________________ 10
1.5 Очистка воды пенообразованием_____________________________ 11
1.6 Применение электрохимических методов для очистки стоков______ 13
1.6.1 Электрокоагуляция_____________________________________ 13
1.6.2 Очистка с использованием нерастворимых электродов_________ 18
1.7 Физические методы________________________________________ 19
2. Основная часть______________________________________________ 22
Реклама

2.1 Характеристика масло-шламовых стоков.______________________ 22
2.2 Состав сточной воды после очистки__________________________ 23
2.3 Описание технологической схемы.____________________________ 24
2.4 Характеристика технологического оборудования_______________ 27
2.5 Утилизация осадков_______________________________________ 28
2.6 Материальный баланс______________________________________ 29
2.7 Расчёт электрокоагулятора с Fe-электродами___________________ 31
2.8 План расположения оборудования___________________________ 34
3. Охрана труда________________________________________________ 36
3.1 Общие требования безопасности (санитарно-гигиеническая характеристика производства)_______________________________________________ 36
3.2 Взрыво - и пожароопасные показатели веществ и материалов_____ 38
3.3 Требования безопасности во время работы____________________ 38
3.4 Требования безопасности в аварийных ситуациях_______________ 39
3.5 Требования безопасности по окончании работы________________ 40
Заключение____________________________________________________ 41
Список использованных источников______________________________ 42
Приложение 1_________________________________________________ 43
Перечень графического материала________________________________ 44
Введение
Развитие машиностроения ведёт к увеличению объёмов и видов стоков. Поэтому очистка промышленных сточных вод предприятий становится одной из важнейших экологических проблем.
Защита водных бассейнов от загрязнения промышленными сточными водами наиболее полно реализуется при внедрении оборотных циклов водоснабжения, которое возможно только при полной очистке сточных вод от токсичных ингредиентов.
Согласно проекту основными загрязнителями масло-шламового стока являются отработанные моющие растворы, содержащие смытые с деталей доводочные пасты, остатки СОЖ и минеральных масел, выносимых поверхностью деталей, а так же пассивирующие растворы нитрита натрия.
Фактически в масло-шламовый сток поступает значительно больше загрязнений ненормированного состава:
- загрязнения, поступающие при чистке размывом ёмкостей подвального помещения станции нейтрализации, содержащие минеральные масла, консистентные смазки в смеси с механическими загрязнениями, окислами и гидроокислами железа;
- Аварийные разливы из емкостей подвального помещения станции нейтрализации;
- Различные загрязнения полов производственных помещений основного производства и станции нейтрализации во время еженедельной влажной уборки помещений.
Реклама

Загрязнения, поступающие при очистке емкостей подвального помещения размывом струёй горячей воды способствуют резкому загрязнению электродов прилипающими смазками. Объём стока повышается при этом на 27-34% от общего суточного количества, происходит резкий разовый выброс зашламляющих электроды веществ.
Неравномерность поступления объёмов и различия составов масло-шламового стока обусловлены так же технологией мойки деталей в основных цехах – неравномерностью сбрасывания отработанных растворов в течение смены, рабочего дня, недели, месяца.
Значительные колебания фактической величины масло-шламового стока зависят так же от совокупности следующих причин: интенсивности работы промывных ванн, неравномерности поступления деталей в производство, наличие протечек грунтовых вод в канализационные колодцы масло-шламовой канализации.
1. Литературный обзор.
Характеристика методов очистки масло-шламовых стоков.
1.1Очистка стоков коагуляцией
В основном рассматривается эффективность таких коагулянтов, как сернокислый алюминий, сернокислое железо. Исследователи приводят различные данные по применимости данного метода и эффекту очистки в случае различных концентраций ПАВ.
Для удаления из воды сульфонатов при их начальном содержании 1—1000 мг/л и рН=6,5—8,5 концентрация коагулянта должна быть равной концентрации ПАВ, причем для доочистки предлагается использовать активированный уголь.
Разработан метод удаления ПАВ анионных моющих средств, включающий обработку вод раствором, содержащим 0,5% Са(ОН)2
и 0,6% FeCl3
. При этом детергент в концентрации 3 г/л почти полностью выпадает в виде хлопьев. На данной установке образуется значительное количество осадка, который необходимо удалять на полигон захоронения.
Удаление ПАВ в малых концентрациях требует значительных затрат. Так, при содержании анионных ПАВ 1— 20 мг/л для достижения эффекта очистки 98,3% вводился коагулянт в концентрации 30—1000 мг/л, добавлением каустической соды значение рН поддерживалось в пределах 5—10, после чего подмешивался сульфат натрия 200—5000 мг/л и после коагуляции 1—50 мг/л полиэлектролита. Путем пенной сепарации происходило разделение фаз, и перешедшие в пену ПАВ выводились из системы.
1.2 Очистка воды озонированием
Озонирование является одним из перспективных методов очистки стоков от ПАВ. В результате его использования образуются продукты, которые не являются токсичными и не воздействуют отрицательно на естественные био- и гидрохимические процессы в открытых водоемах, куда их сбрасывают. Считается целесообразным использовать озонирование для удаления низких концентраций ПАВ (4,5 мг/л), хотя имеются предложения по использованию этого метода и в случае значительно более высоких концентраций (до 200 мг/л). Снижение содержания натриевых солей нефтяных сульфокислот на 90% достигалось за 30 мин озонирования. Расход озона составил 5 мг на 1 мг ПАВ.
Для эффективного проведения озонирования необходимо подбирать определенные условия: рН среды, время контакта, концентрацию окисляемых ПАВ. Так, при озонировании стоков с концентрацией ПАВ 26 мг/л в щелочной среде (рН= =9—10) полное разложение достигалось уже в первые 3—5 мин, В слабокислой среде (рН=5,0) скорость озонирования в 5— 6 раз меньше. При концентрации ПАВ 14 мг/л полное разложение происходит за 1—3 мин при концентрации озоно-воздушной смеси в стоках 9,5—15,0 мг/л и рН>8,0.
1.3 Очистка воды адсорбцией на углях
В большинстве случаев адсорбционной очистки сточных вод используется неизбирательный обратимый процесс физической адсорбции, обусловленной силами межмолекулярного взаимодействия Ван-дер-Ваальса, протекающий с высокой скоростью. Соединения адсорбируются в недиссоциированном состоянии, физическая адсорбция осложнена физико-химическим взаимодействием адсорбата (адсорбируемого вещества), адсорбтива (растворителя) и адсорбента.
Адсорбенты, применяемые для очистки воды, должны удовлетворять ряду требований: иметь большую сорбционную емкость; обладать высокой механической прочностью; легко регенерироваться; иметь низкую стоимость. Большая поверхность адсорбции свойственна веществам и материалам, обладающим сильно развитой пористой структурой или находящимся в тонкодисперсном состоянии.
В процессе очистки сточных вод от ПАВ могут применяться следующие адсорбенты: активированные угли, ионообменные смолы, неорганические осадки, различные сорта ископаемых углей, полимерные сорбенты.
Активированные угли давно известны как эффективные сорбенты органических веществ из водных растворов. Адсорбенты имеют макро-, переходные и микропоры. Макропоры имеют средний радиус более 10-7
м и удельную поверхность 0,5—2,0 м2
/г и не играют заметной роли в сорбционной емкости, являясь транспортными каналами, по которым адсорбируемые молекулы проникают вглубь частиц адсорбента. Переходные поры имеют эффективные радиусы в интервале от (1,5—1,6)*10-9
до 10-7
м и удельную поверхность 20—100 м2
/г и в них адсорбируются вещества с крупными молекулами. Средние радиусы микропор менее (1,5—1,6) •100-9 м и удельная поверхность 200—850 м2
/г.
По соотношению объемов различных пор активированные угли делятся на следующие типы: первый структурный тип, содержащий преимущественно тонкие микропоры (менее 2*10-9
м); второй структурный тип с размерами пор (2—З)*10-9
м; смешанный структурный тип, содержащий в равной степени как микропоры, так и макропоры. Для адсорбции газов предпочтительнее угли первого и второго типов, а для очистки сточных вод—третьего типа. Такими углями являются угли марок КАД, БАУ, АР-3, АГ и ряд других.
Если ПАВ не диссоциированы или слабо диссоциированы, то они могут успешно извлекаться углями из сточных вод. Поскольку поверхность углерода электронейтральна, адсорбция на углях определяется в основном дисперсионными силами взаимодействия. ПАВ, находящиеся в сточных водах в виде мицелл, сорбируются наиболее полно.
Из многих марок активных углей для очистки сточных вод от ПАВ лучшим считается уголь КАД. Наиболее распространенным методом регенерации углей является термический при температурах 250—400°С с последующей активацией адсорбента при температурах 800—900°С в среде азота, углекислого газа или паров воды.
В установках очистки сточных вод адсорбцией на активированном угле применяется гранулированный уголь. Известны попытки заменить его порошкообразным, так как последний в 3— 4 раза дешевле гранулированного. Кроме того, у порошкообразного активированного угля более быстрая кинетика адсорбции вследствие сокращения пути внутренней диффузии молекул органических веществ и увеличения внешней поверхности. Регенерация этого угля осуществляется в специальной печи во взвешенном слое при 650—870°С в течение нескольких секунд при недостатке кислорода. Однако потери порошкообразного угля при регенерации составляет 15%, что в 3 раза выше, чем гранулированого. Стоимость регенерации порошкообразного угля примерно в 2 раза больше, чем гранулированного. Помимо этого возникает много технологических затруднений при работе с порошкообразным углем, и в настоящее время предпочтительнее применять гранулированные активированные угли.
При разработке способов очистки воды с помощью активированных углей следует учитывать, что эти адсорбенты целесообразно применять на стадиях доочистки вод, содержащих небольшие концентрации ПАВ (не более 100—200 мг/л).
1.4 Очистка воды с помощью ионообменных смол и полимерных адсорбентов
Крупные органические ионы, как правило, поглощаются ионитом с высокой степенью избирательности. Сорбция ионитами протекает более эффективно из разбавленных растворов с содержанием ПАВ менее 100 мг/л. Анионоактивные ПАВ сорбируются среднеосновными и сильноосновнымй ионитами, причем для регенерации ионитов рекомендуется использовать водно-органические растворы солей. Внедрение технологических схем очистки сточных вод с помощью динамического ионного обмена сдерживает тем, что необходима установка большого числа ионитовых фильтров со сравнительно коротким рабочим циклом, после чего необходима их регенерация, связанная с большими затратами энергии и средств на переработку продуктов регенерации (элюатов). Учитывая также высокую стоимость ионитов и их дефицитность, очистка воды от ПАВ методом ионного обмена может рекомендоваться лишь в тех случаях, когда к воде предъявляются повышенные требования в части отсутствия ПАВ.
Литературных данных по применению полимерных адсорбентов для извлечения ПАВ недостаточно. Исследованные адсорбенты по эффективности значительно уступают активированному углю. В динамических условиях ПАВ, содержащие в молекуле гидрофобные бензольные кольца, адсорбируются достаточно хорошо. Возможно, полимерные адсорбенты могут быть более эффективными при условии модификации их путем обработки реагентами, повышающими сродство поверхности полимеров к адсорбируемым веществам.
1.5 Очистка воды пенообразованием
Метод заключается в адсорбции ПАВ на границе раздела фаз раствор-газ и в непрерывном снятии поверхностного слоя пены, Таким образом могут быть удалены многие ПАВ, но необходимо найти оптимальные условия выделения и создать соответствующую аппаратуру.
Большое влияние на степень извлечения ПАВ оказывает их концентрация в стоках. Пенное - концентрирование ПАВ эффективно и уместно лишь при извлечении малых количеств ПАВ в результате резкого увеличения объема Пенного продукта с ростом концентрации вещества.
При очистке пенной флотацией стоков, содержащих контакт Петрова (смеси сульфокислот) степень очистки при исходной концентрации ПАВ 400—1200 мг/л составила 31%. При извлечении ПАВ ОП-7 с содержанием их в стоках до 200 мг/л степень извлечения составила 65%. Эффективность очистки стоков от ПАВ пенообразованием зависит от ряда других факторов: рН среды, размера пузырьков барботируемого газа, высоты слоя раствора, температуры, наличия других ионов в растворе. Поэтому в каждом случае проводится подбор оптимальных условии проведения процесса флотации. Например, в работе отмечается, что степень извлечения алкилсульфатов натрия является наибольшей при скорости подачи воздуха 12 мл/(мин*см2
) поперечного сечения аппарата при высоте слоя раствора не менее 10 см.
При исследовании пенной флотации с додецилбензосульфонатом натрия в присутствии иона кальция установлено, что наилучшая флотация обеспечивается при рН=8. Ионы кальция связывают додецилбензосульфонат в адсорбционном слое и этим способствуют лучшему протеканию процесса флотации. Эффективность процесса зависит от величины поверхности раздела фаз, ионной концентрации додецилбензосульфоната, размера зеркала сточных вод во флотаторе, концентрации ионов кальция.
Флотационную очистку стоков, содержащих 120 мг/л алкиларилсульфокислот, предлагается проводить с использованием гидроксидов железа и алюминия при рН=8—9. Применение флотации вместо отстаивания позволяет снизить объем образующегося осадка с 17—18 до 3,3% и сократить время обработки воды с 2—5 ч до 0,7 ч: Отмечается, что при увеличении концентрации ПАВ до 500—600 мг/л ухудшения качества очистки не происходит.
Большое значение в достижении необходимой эффективности очистки имеет размер пузырьков газа. Чем больше размер флотируемых частиц, тем больше должен быть радиус пузырьков, необходимых для флотации. К методам насыщения жидкости пузырьками воздуха или газа относятся подача воздуха через пористые материалы, механическое диспергирование воздуха, флотация с выделением воздуха из раствора, биологическая флотация, электрофлотация. Экспериментально установлено, что размер пузырьков в вакуумных машинах составляет 0,2—0,5, в компрессионных 0,1—0,2 и в электрофлотационных 0,04—0,2 мм.
1.6 Применение электрохимических методов для очистки стоков
Как показывает практика применения электрохимических методов, они обладают существенными преимуществами перед традиционными методами обработки воды. И в первую очередь они дают возможность в большинстве случаев отказаться от применения реагентов, реагентного хозяйства, что наряду со снижением стоимости электроэнергии, позволяет прогнозировать на ближайшее время еще более широкое их распространение.
1.6.1 Электрокоагуляция
Этот метод зачастую оказывается более эффективным, чем реагентная коагуляция. Так, при очистке стоков от анионоактквных ПАВ типа сульфанол достигается степень очистки 81,8% при плотности тока 0,5—0,7 А/дм2
. Очистку проводили при повышенной температуре (40—55°С) с использованием железных и алюминиевых электродов при плотности тока 0,4—2,6 А/дм2
в проточном и стационарном режимах. Образующийся на поверхности электрокоагулятора пенный продукт удаляли скребковым устройством в пеносборник. Сточные воды, содержащие ПАВ, также обрабатывали перед электрокоагуляцией хлоридом кальция, который предотвращал пассивацию электродов и соответственно увеличивал эффективность очистки, которая завершалась в течение 15—20 мин при плотности тока 1,0— 1,2 А/дм2
. Концентрацию сульфанола удалось снизить с 850 до 40 мг/л и взвешенных веществ с 5460 до 25 мг/л при продолжительности электрокоагуляции 20 мин и плотности тока 2,5 А/дм2
. Расход электроэнергии составил при этом 16 кВт-ч/м3
.
Электрокоагуляционная очистка проводится при различных значениях рН среды. Например, очистку стоков от алкилсульфонатов осуществляют при рН=11—11,5. В этом случае в качестве щелочного реагента используется оксид кальция. При.использовании анода из алюминия, а катодов из меди при плотности тока до 3 А/дм2
за 20—30 мин содержание алкилсульфонатов снижается с 3600 до 42,5 мг/л.
Небольшие концентрации ПАВ (около 100 мг/л) удаляют электрокоагуляцией без добавления нейтрализующих агент. При плотности тока 0,23—0,7 А/дм2
, времени пребывания сточной воды в межэлектродном пространстве 1—2 мин при последующем контакте гидроксидов железа с загрязняющими веществами в течение 10—15 мин содержание синтетического ПАВ снижалось с 94 до 4,2 мг/л. Расход электроэнергии составил 2,5 кВт-ч/м3
. Для предупреждения пассивации электродов через 10—15 мин проводилась переполюсовка.
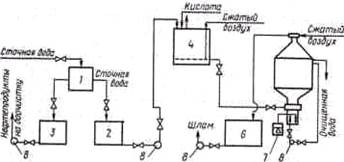
Рисунок 1
Технологическая схема установки для электрокоагуляционной очистки отработанных СОЖ
1- циклонный разделитель; 2—сборник сточной воды; 3 — сборник масла; 4—смеситель-нейтрализатор; 5—
колонный электрокоагулятор; б—сборник отходов;7—источник питания;
8
— насосы
Описывается установка для электрокоагуляционной очистки концентрированных маслоэмульсионных сточных вод, образующих в цехах металлообработки предприятий (рис. 1).
Установка включает предварительную обработку воды путем ее подкисления до заданного значения рН среды, электрокоагуляцию и окончательное осветление. Блок предварительной подготовки воды, разработанный в соответствии с рекомендациями Харьковского отделения ВНИИВОДГЕО, состоит из приемного сборника 2
(см. рис. 1) для накопления сточной воды, происходит усреднение качественного состава отработанной сборника 3
для приема отстоявшегося минерального масла, смесителя 4
для подкисления раствором соляной кислоты исходной щелочной эмульсии до рН=5,2—5,6, а также насосов 8
для перемещения воды и емкости для хранения минеральной кислоты (на рис. 5.1 не показана). В приемном сборнике сточной воды происходит усреднение качественного состава отработанной СОЖ, осаждение абразивных и металлических частиц и отстой неэмульгированного масла, попадающего в воду из гидросистем смазки станков и в результате разрушения эмульсии в процессе ее длительной эксплуатации. Отстоявшееся масло из сборника направляется в отделение очистки для его повторного использования.
Усредненную жидкость из приемного сборника подают в смеситель для понижения щелочности среды. При подкислении отработанной СОЖ, содержащей ПАВ, соляной кислотой происходит вытеснение из молекул ПАВ ионов щелочных металлов (в частности, иона Na-
) протонами сильной кислоты
RCOONa+H+
®RCOOH+Na-
, т. е. процесс сопровождается накоплением в эмульсии хлористого натрия.
Эмульсия из смесителя самотеком направляется в зону коагуляции колонного электрокоагулятора 5,
где она смешивается с электролитом, содержащим электрогенерированный коагулянт, и мельчайшими пузырьками водорода, выделяющимися на поверхности катода. В качестве электролита, подаваемого на электродный блок для образования гидроксида металла, применяют очищенную воду из отстойника.
Материалом для растворимого анода служит алюминий или его сплавы. Продукты анодного растворения алюминия непрерывно удаляются из межэлектродного пространства восходящим потоком электролита и выделяющимся на электродах газом и смешиваются с очищаемой жидкостью в зоне над электродами. В результате взаимодействия гидроксида алюминия с капельками масла и разрушения межфазной адсорбционной пленки на их поверхности происходит слипание (коалесценция) капелек. Образующиеся укрупненные частицы масла флотируются на поверхность жидкости пузырьками водорода, а также транспортируются вверх потоком жидкости. Образующийся на поверхности жидкости слой отходов в виде пены непрерывно удаляется путем эжектирования сжатым воздухом.
Очищаемая вода подается в дополнительную зону флотации, расположенную в отстойной камере. В качестве материалов нерастворимых перфорированных кольцевых электродов применяется коррозионно-стойкая сталь. Создание в колонном электрокоагуляторе второй зоны флотации позволяет значительно повысить производительность аппарата. Очищенная вода направляется на окончательное осветление в отстойник вертикального типа. Масляные шламы накапливаются в специальном сборнике 6
и в дальнейшем направляются на заводы железобетонных конструкций, где используются для смазывания металлических форм взамен чистого минерального масла. Питание электрокоагулятора осуществляется от выпрямительного агрегата ВАКР-1200. Подобная установка эксплуатируется длительное время на Харьковском заводе «Серп и Молот» и может быть также использована для очистки воды, содержащей ряд других примесей: жиры, нефтепродукты, полимеры.
Авторами также предложена установка для регенерации отработанных эмульсий с использованием тех же колонных электрокоагуляторов, которые они считают наиболее перспективными для удаления из системы загрязняющих веществ с последующим добавлением в очищенную жидкость недостающего количества эмульсола. Это позволяет создать систему многократного оборотного водоиспользования в цехах металлообработки.
Механизм регенерации отработанных эмульсий СОЖ заключается в селективном удалении из нее избыточного количества частиц дисперсной фазы путем частичной коалесценции капелек масла электрогенерированным коагулянтом. Очищенная таким методом СОЖ удовлетворяет в основном требованиям технических условий к воде для приготовления рабочих растворов СОЖ. К таким условиям относятся заданная жесткость воды, коррелирующее действие водной эмульсии, склонность к пенообразованию, устойчивость пены и ряд других.
Схема регенерации отработанной эмульсии «Укринол-1» по указанному выше принципу реализована в цехе автоматических линий для обработки деталей на Мелитопольском заводе транспортных гидроагрегатов. Схема установки представлена на рисунке 2. Установка состоит из четырех колонных электрокоагуляторов, работающих параллельно. Отработанная СОЖ из емкостей насосами подается в коллекторы, расположенные в средних частях аппаратов. Одновременно в электродные блоки насосами подается чистая техническая вода (электролит) из отстойника, разделенного вертикальной перегородкой на две части.
Расходы отработанной эмульсии и электролита контролируются ротаметрами. Процесс очистки длительно эксплуатируемой
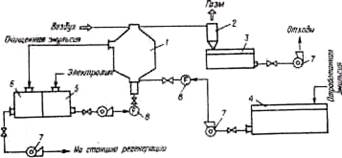
Рисунок 2
Технологическая схема регенерации отработанной эмульсии
«Укринол-1» с использованием колонных электрокоагуляторов:
1 —
электрокоагулятор: 2—
циклон; 3, 4 —
сборники отходов и отработанной эмульсии; 5, 6—сборники электролита и очищенной воды; 7 —
насосы: 8—
ротаметры
СОЖ осуществляется в электрокоагуляторах путем ее смешения с восходящим потоком электролита, предварительно насыщенного гидроксидом металла растворимых электродов. В результате коалесценции капелек эмульгированного масла, а также коагуляции механических примесей с последующей флотацией шлама на поверхность жидкости она освобождается от загрязнений и подается в отстойник, а затем в отделение приготовления свежей эмульсии. Там в нее добавляется эмульсол «Укринол-1» в количестве, достаточном для получения заданной концентрации (обычно 3—5%) эмульсии СОЖ.
1.6.2 Очистка с использованием нерастворимых электродов
Применение нерастворимых электродов для очистки стоков от органических загрязнений является технологически выгодным, поскольку в данном случае не требуется значительного расхода металла на электроды и не образуются в большом количестве осадки гидроксидов металлов, которые необходимо удалять на захоронение или утилизацию. Однако эффект очистки стоков от ПАВ несколько меньше, чем при использовании растворимых электродов.
Так, при использовании анода ОРТА (титан, покрытый активным слоем окисла рутения), который не растворяется в процессе электролиза, эффект очистки по ХПК составлял 70—80%, по синтетическому ПАВ— 75%. При этом время обработки около 10—15 мин при плотности тока 2 А/дм2
. Если при большом расходе стоков (до 2000 м3
/сутки) осуществлять перевод СПАВ в пену в основном с помощью сжатого воздуха при интенсивной его подаче [25—30 м3
/(м2
*ч)], то в случае использования сульфокислот степень извлечения составит всего 30—40%.
Иногда нерастворимый анод сочетается с растворимым при катодной поляризации электрода из алюминия. Этот способ обеспечивает эффект очистки по ХПК 82% при добавлении 20 г/л хлорионов и плотности тока 1 А/дм2
.
Увеличение эффективности очистки стоков от ПАВ достигается путем последовательной их обработки сначала в электрофлотаторе при добавлении раствора хлористого натрия, а затем в электролизере с нерастворимыми электродами, где происходит деструкция оставшихся органических загрязнений. В дальнейшем стоки обрабатываются в контактном резервуаре и узле дехлорирования. При использовании электрофлотации серьезным технологическим затруднением является пенообразование, которое г'асят острым паром, а также предлагается специальный узел, состоящий из сборника пенного конденсата, подсоединенного к электрофлотатору, электролизера с растворимыми электродами (из железа или алюминия), электролизера с нерастворимыми электродами с отстойником, из которого очищенная жидкость возвращается в производство.
Подводя итоги рассмотрению методов очистки сточных вод от ПАВ, можно подчеркнуть, что весьма эффективно очищаются в основном воды с небольшим количеством этих веществ (до 100 мг/л). Концентрации порядка 200 мг/л называются высокими.
Для получения удовлетворительного эффекта сточные воды обычно необходимо подвергать обработке комбинированными способами. В них способы чередуются в определенной последовательности и каждый предыдущий способ устраняет отрицательное влияние какого-либо компонента сточных вод на последующие операции, и так до получения воды, пригодной для повторного использования, направления на биологическую очистку или спуска в водоемы.
Очистка вод, содержащих концентрации ПАВ более 1 г/л, отражена в литературе меньше. Однако здесь проявляется довольно четкое мнение о наибольшей перспективности электрохимических методов для очистки концентрированных стоков.
1.7
Физические методы
К ним относятся электрогидравлический, ультразвуковой, электростатический, радиационный и магнитный методы, причем два последних имеют хорошую перспективу внедрения для повышения эффективности ранее рассмотренных методов очистки от ПАВ Радиационная очистка воды - самый быстрый метод, скорость которого зависит от количества энергии излучения, подаваемой в единицу времени. Этот метод не требует введения в воду новых химических реагентов и протекает в одну стадию Под действием радиации в сточной воде происходят окисление, полимеризация, коагуляция и разложение загрязняющих веществ
Для удаления 90—95% ПАВ при начальной концентрации 200 г/м3
необходима доза облучения 60
Со 106
Рад При наличии в воде кислорода процесс ускоряется Сильное влияние на радиационное разрушение ПАВ оказывает рН воды В щелочной среде тетрапропилен- и пентапропиленбензосульфонаты вообще не разлагаются. В нейтральной среде указанные ПАВ разрушаются слабой кислой среде скорость разложения значительно возрастает. Продукты радиализа играют главную роль в процессе превращения ПАВ. Показано, что при радиализе сульфанола, эмульгатора некаля, ОП-7, ОП-9 для полного удаления ПАВ при их начальной концентрации 100 г/м3
необходима доза 0,4—0,5 МРад. При этом поверхностное натяжение раствора становится равным 70 мН/м и пенообразование не происходит. Барботаж воздуха, увеличивает степень разрушения указанных веществ вдвое. При облучении дозой 0,3—0,5 МРад раствор некаля приобретает способность разлагаться биологически. Присутствие неорганических и органических примесей не влияет на радиационное разложение ПАВ.
Магнитная обработка также относится к тем методам, которые позволяют интенсифицировать процесс очистки воды без добавления специальных реагентов, в свою очередь загрязняющих окружающую среду и препятствующих применению замкнутого водооборота. Установлено, что при воздействии на воду магнитного поля улучшается флотация взвешенных веществ, ускоряются их осаждение и агрегация, изменяется структура образующегося осадка. Остаточная концентрация взвешенных веществ снижается в 1,5 раза, а время осаждения — в 2 раза. Растворенное железо превращается в магнитные оксиды, которые легко удаляются из воды в магнитных полях вместе с адсорбированными на них загрязняющими веществами.
Преимущества метода электромагнитной обработки заключаются в невысокой стоимости оборудования и малых эксплуатационных расходах. В частности, расходы на электроэнергию составляют 0,05—0,2 к. на 1 м3
воды.
2. Основная часть
2.1 Характеристика масло-шламовых стоков.
Масло-шламовый сток представляет устойчивую систему фаз:
- Эмульсии минеральных масел и СОЖ в воде;
- Суспензии механических взвесей, абразивных и механических частиц;
- Раствора солей моющих и пассивирующих составов поверхностно-активных веществ (ПАВ) и солей жёсткости.
Эмульсия масел в воде имеет значительную собственную устойчивость характеризующуюся тем, что на поверхности микрокапель масла образуется адсорбционно-сольватный слой молекул эмульгатора (воды и ПАВ), обладающий повышенными структурно-механическими свойствами: вязкостью, упругостью, прочностью, препятствующими сливанию капель.
При перекачивании сточных вод насосами происходит дополнительное диспергирование частиц масла и образование ещё более тонкой и устойчивой эмульсии. Наиболее тонко частицы масла диспергированы в сточных водах, содержащих СОЖ.
Общее количество поступающих от основного моечного оборудования загрязнений отличается по количеству и составу в разные дни недели, но при отсутствии дополнительных источников м.ш. стока, закономерность изменения постоянно в течение недели.
Таблица 1. Состав сточной воды
| Состав СВ
|
СВ, г/л
|
| Нефтепродукты
|
0,16
|
| Сульфаты
|
0,5*10-3
|
| Взвеси
|
0,174
|
Для омыленных тяжёлых нефтепродуктов и синтетических моющих средств характерна высокая прилипаемость к электродам, способствующая их зашламлению.
По завершении рабочего дня в конце рабочей недели происходит залповый выброс нефтепродуктов при сливе рабочих растворов моечных машин.
2.2 Состав сточной воды после очистки
Состав сточной воды после очистки представлен в табл.2
Таблица 2. Состав сточной воды после очистки
| Состав СВ
|
СВ, мг/л
|
| Нефтепродукты
|
0,45
|
| Сульфаты
|
7,1
|
| Взвеси
|
5
|
2.3 Описание технологической схемы.
Масло-шламовые стоки из цеха самотёком поступают в приёмную ёмкость (Е-001), расположенную в подвале, с временем пребывания стоков 2 часа. Из приёмной ёмкости стоки насосами подаются в буферную ёмкость смеситель (Е-002), где обрабатываются серной кислотой. Подготовленные таким образом стоки подаются на электрокоагуляторы (Пн-003), в которых очищаются способом, представленным ниже.
Используемый метод очистки м.ш. стока есть разновидность реагентного метода разрушения эмульсий электрогенерированным коагулянтом. В качестве основных принимаются процессы электролитической коагуляции и флотации агрегатированных взвесей водородом к поверхности. В кислой среде при pH=3,3-5 в процессе анодного растворения железо переходит в форму Fe2+
. При этом протекают реакции:
- разложение воды с выделением водорода: 2H2
O+2e=H2
+2OH-
;
- образование гидроксидов железа:
Fe2+
+2OH-
=Fe(OH)2
(хлопья тёмно-зелёного цвета)
Fe3+
+3OH-
=Fe(OH)3
(бурого цвета).
По мере протекания реакции и перехода жидкости из нижней части электродного пакета в верхнюю происходит подщелачивание. При рабочей плотности тока 0,8 А/дм2
наибольшее увеличение pH до 9,5-10 происходит в растворах с начальными значениями pH не менее 5,2-5,8. При начальных значениях pH 3,2-5,2 конечная величина pH не превышает 6,8-7,3.
В щелочной среде происходит переход железа в форму феррит-иона HFeO2
-
, в незначительном количестве, который так же обладает хорошими коагулирующими свойствами и свойствами ферримагнетиков. Это форма гидроксидов имеет чёрный цвет. В щелочной среде резко возрастает пассивация электродов на их поверхности начинает выделятся кислород.
Часть продуктов анодного растворения железа непрерывно удаляется из межэлектродного пространства восходящим потоком электролита и выделяющимся на электродах газом, смешивается с очищаемой в межэлектродной зоне. В результате взаимодействия гидроксидов железа с капельками масла и разрушения межфазной адсорбционной плёнки на их поверхности происходит слипание капелек. Образующиеся укрупнённые частицы масла флотируются на поверхности жидкости пузырьками водорода а так же транспортируются вверх потоком жидкости. Образующийся на поверхности слой отходов в виде пены через сливной лоток удаляется на дальнейшую обработку.
В межэлектродной зоне одновременно протекают процессы электростатической, электрохимической, гидродинамической и концентрационной коагуляции, которые в совокупности создают интенсивный процесс электроосаждения. Особенно эффективно электроосаждение происходит, когда имеется существенное преобладание сил поляризационной природы над энергией динамического движения, т.е. при малых скоростях движения жидкости в межэлектродной зоне, что ограничивает время пребывания обрабатываемого стока в межэлектродном пространстве.
После электрокоагуляторов стоки, обрабатываемые полиакриламидом из ёмкости для полиакриламида (Е-004) по лотку поступают в камеру хлопьеобразования (Е-005), откуда поступают на полочный отстойник (О-006). После очистке в отстойнике концентрация нефтепродуктов составит в среднем 12% от первоначального значения.
В настоящее время содержание нефтепродуктов колеблется от 200 до 560 мг/л, при сокращении общего объёма стока концентрация нефтепродуктов повысится так как снизится разбавление моечных растворов (например, при отключении от масло-шламовой канализации умывальников). При этом концентрация нефтепродуктов возрастёт на 30% и составит 300-840 мг/л. Концентрация после очистки в отстойниках составит 36-100 мг/л.
Осадок после электрокоагуляторов и полочного отстойника поступает в илоуплотнитель (Е-009). Всплывшие масла из камеры хлопьобразования и полочного отстойника поступают в маслосборник (Е-008). Очищенные стоки после полочного отстойника поступают в ёмкость для воды после отстойника (Е-007), а затем в хоз. фекальную канализацию.
2.4
Характеристика технологического оборудования
Таблица 3. Технологическое оборудование
| № на техно-логи-ческой схеме
|
Наименование технологического оборудования
|
Количество
|
Габариты
|
Материал
|
| Всего
|
В т.ч. резерв-ных
|
Объём, м3
|
Длина, м
|
Ширина, м
|
Высота, м
|
| Е-001
|
Приёмная ёмкость
|
1
|
-
|
26,4
|
4
|
3
|
2,2
|
Сталь 3
|
| Е-002
|
Смеситель
|
1
|
-
|
3
|
1
|
2
|
1,5
|
Сталь 3
|
| Пн-003
|
Электрокоагулятор
|
1
|
-
|
0,847
|
0,58
|
0,86
|
1,7
|
Сталь 3
|
| Е-004
|
Ёмкость для полиакриламида
|
1
|
-
|
0,5
|
0,86
|
0,58
|
1
|
Сталь 3
|
| Е-005
|
Камера хлопьеобразования
|
1
|
-
|
0,85
|
0,86
|
0,58
|
1,7
|
Сталь 3
|
| О-006
|
Тонкослойный полочный отстойник
|
1
|
-
|
24
|
4
|
2
|
3
|
Сталь 3
|
| Е-007
|
Ёмкость для воды после отстойника
|
1
|
-
|
8
|
4
|
2
|
1
|
Сталь 3
|
| Е-008
|
Маслосборник
|
1
|
-
|
1,8
|
1
|
1,5
|
1,2
|
Сталь 3
|
| Е-009
|
Илоуплотнитель
|
1
|
-
|
3,3
|
1,5
|
2,2
|
1
|
Сталь 3
|
| Н-010
|
Насос 1,5Х-6Д-1
|
2
|
1
|
0,17
|
0,9
|
3,5
|
0,54
|
|
| Н-011
|
Насос 1,5Х-6Д-1
|
2
|
1
|
0,17
|
0,9
|
3,5
|
0,54
|
|
| Н-012
|
Насос 4А90L2
|
2
|
1
|
0,04
|
0,368
|
0,21
|
0,54
|
|
| Н-013
|
Насос 4А90L2
|
2
|
1
|
0,04
|
0,368
|
0,21
|
0,54
|
|
2.5 Утилизация осадков
Химический способ обезвреживания пастообразных осадков: отходы подвергают обработке оксидом щелочноземельного металла, предварительно обработанного ПАВ в отношении отхода - реагент (1:1-10). После смешения с отходами оксид щелочноземельного металла образует с водой гидроксид, в результате чего отходы равномерно им адсорбируются. После реакции образуется сухой, стойкий при хранении порошок, который можно использовать в качестве облицовочного материала для различных хранилищ, строительного материала при сооружении дорог, для посыпки льда, учитывая его сильную гидрофобность.
Масла после маслосборника вывозятся автотранспортом на нефтебазу, откуда отправляются на котельные, где используются в качестве топлива.
2.6
Материальный баланс
Таблица 4.
| Состав СВ
|
СВ, г/ч
|
Добавл. реагент, г/ч
|
Всего, г/ч
|
Очищ. Вода, г/ч
|
Шлам, г/ч
|
Пено-продукт, г/ч
|
Всего, г/ч
|
| Нефтепродукты
|
1248
|
-
|
1248
|
3,51
|
414,83
|
829,66
|
1248
|
| Сульфаты
|
3,9
|
131,27
|
135,17
|
55,38
|
79,79
|
-
|
135,17
|
| Взвеси
|
1146,6
|
-
|
1146,6
|
39
|
1107,6
|
-
|
1146,6
|
Объём сточных вод, поступающих на электрокоагулятор 7,8 м3
/ч. Концентрация нефтепродуктов в загрязнённой сточной воде 0,16 г/л, Концентрация сульфатов в загрязнённой сточной воде 0,5 мг/л, концентрация взвесей в загрязнённой сточной воде 0,147 г/л. В очищенной сточной воде концентрация нефтепродуктов 0,45 мг/л, концентрация сульфатов 7,1 мг/л, концентрация взвесей 5 мг/л.
1) Масса нефтепродуктов в загрязнённой сточной воде:
С нефтепродуктов
=0,16 г/л=160 г/м3
G нефтепродуктов
=160*7,8=1248 г/ч
2) Масса сульфатов в загрязнённой сточной воде:
С сульфатов
=0,5 мг/л=0,5 г/м3
G сульфатов
=0,5*7,8=3,9 г/ч
3) Расход кислоты необходимый для корректировки pH стоков
от 10,5 до 3,5:
0,316*49*7,8=120,77 г/ч
0,316 – доза кислоты г-экв/м3
, необходимой для корректировки;
49 – эквивалент серной кислоты;
7,8 – производительность установки, м3
/ч.
4) Масса взвесей в загрязнённой сточной воде:
С взвесей
=0,147 г/л=147 г/м3
G взвесей
=147*7,8=1146,6 г/ч
5) Масса нефтепродуктов в очищенной сточной воде:
С нефтепродуктов
=0,45 мг/л=0,45 г/м3
G нефтепродуктов
=0,45*7,8=3,51 г/ч
6) Масса сульфатов в очищенной сточной воде:
С сульфатов
=7,1 мг/л=7,1 г/м3
G сульфатов
=7,1*7,8=55,38 г/ч
7) Масса взвесей в очищенной сточной воде:
С взвесей
=5 мг/л=5 г/м3
G взвесей
=5*7,8=39 г/ч
8) Масса шлама:
Gшлама
= (1248-3,51)* 1/3=414,83 г/ч
9) Масса пенопродукта:
Gпенопродукта
= (1248-3,51)* 2/3=829,66 г/ч
2.7 Расчёт электрокоагулятора с
Fe-электродами
1) Определяем необходимую дозу Fe:
DFe
=48 г/м3
;
2) Определим часовой расход Fe, г/ч:
 , ,
где DFe
–доза Fe, г/м3
;
Q=7,8 м3
/ч – расход воды;
 г/ч; г/ч;
3) Определяем силу тока обеспечивающую растворение Fe-анодов:
 , ,
где I – сила тока, А;
k=1,04 г/А*ч – электрохимический эквивалент Fe;
t=27 мин = 0,45 ч – время обработки СВ в электрокоагуляторе;
h=80% - выход Fe по току;
GFe
- часовой расход Fe, г/ч.
 А; А;
4) Рассчитываем число электродов:

Примем 1 анод b=0,8 м, H=1м,
где b – ширина электрода, м;
H – высота электрода;
 электродов, т.е. 8 анодов и 9 катодов. электродов, т.е. 8 анодов и 9 катодов.
5) Определяем необходимую толщину анода, с учётом его износа на 80% и срок эксплуатации 50%:
 , где , где
Qсут
=7,8 м3
/ч=93,6 м3
/сут – производительность установки;
ncут
=100 сут – расчётная продолжительность работы 1 пакета электродов;
S=12,5 м2
=12,5*104 см2
;
g=7,8 г/м3
– удельный вес анодного материала.

6) Определяем геометрические размеры электрокоагулятора:
В=b+2a,
где В - ширина электрокоагулятора, м;
b=0,8 м – ширина электрода;
a=30 мм=0,03 м – расстояние от последнего электрода до стенки
корпуса;
В=0,8+2*0,03=0,86 м;
Н=hэл
+a1
+а1
’,
где H – высота электрокоагулятора, м;
а1
=50мм=0,05 м - расстояние от нижнего конца электрода до дна
электрокоагулятора;
a1
’=20мм=0,02 м – расстояние от верхнего конца электрода до верха
электрокоагулятора;
Н=1+0,05+0,02=1,07 м;
L=N*d+(N-1)*a2
+2a,
где L – длина электрокоагулятора;
a2
=20 мм=0,02 м – расстояние между электродами.
L= 17*0,01152+(17-1)*0,02+2*0,03=0,19584+0,32+0,06=0,58 м.
7) Напряжение в электрокоагуляторе:
U=9 В
8) Потребляемая мощность:
Е=I*U, Вт
Е=1000*9=9000 Вт
9) Расход электроэнергии:
W=E/q=9000/7,8=1154 Вт*ч/м3
;
10) Общий объём ванны электрокоагулятора:
W=B*L*H=0,86*0,58*1,07=0,53 м3
.
2.8 План расположения оборудования
3. Охрана труда
3.1 Общие требования безопасности
(санитарно-гигиеническая характеристика производства)
Опасными моментами при работе на установке по очистке масло-шламовых сточных вод методом электрокоагуляции являются:
- возможность отравления парами кислот, щелочей;
- возможность ожогов кислотой, щёлочью;
- возможность поражения электрическим током.
Таблица 5. Санитарно-гигиеническая характеристика проектируемого производства
| Санитарная классификация производства по
СаНПиН 2.2.1/2.11.984-00
|
Санитарно защитная зона по
СаНПиН 2.2.1/2.11.984-00
|
Группа производственного процесса по
СниП 2.09.04-87
|
Основные меры предупреждения отравлений
|
| 1 класс
|
1000 м
|
3б
|
Индивидуальные, групповые СЗ.
|
- К работе аппаратчика по очистке сточных вод допускаются лица, не моложе 18 лет, прошедшие предварительный медосмотр, курс обучения безопасным методам работы и сдавшие экзамены квалификационной комиссии на допуск к самостоятельной работе.
- При допуске к самостоятельной работе аппаратчики должны пройти вводный инструктаж на рабочем месте и должны пройти теоретическое и производственное обучение в объёме, соответствующем программе подготовки и всех действующих инструкций.
- Характеристика применяемых химических реагентов.
Таблица 6. Токсикологическая характеристика вредных и вспомогательных веществ и продуктов производства
| Вещество
|
Характеристика веществ
|
Характеристика действия на организм человека
|
ПДК в воздухе раб. Помещения
|
| Известковое молоко
|
Известь гидроокиси в воде, относится к слабым щелочам и проявляет их хим. свойства.
|
Раздражает слизистые оболочки, вызывает кашель, чихание, особенно действует на слизистую оболочку глаз при попадании на кожу вызывает сильные ожоги.
|
3 мг/м3
|
| Серная кислота
|
Маслянистая жидкость, в чистом виде прозрачна, при температуре выше 50°С выделяет кислород.
|
Раздражает и прижигает слизистые оболочки носа и глаз, при попадании на кожу вызывает сильные ожоги.
|
0,5 мг/м3
|
| Едкий натр
|
Жидкость от голубоватого до бурого цвета. Содержит гидроокись натрия.
|
Действует на ткани тела прижигающе, растворяя белки. Особенно опасно попадание щёлочи в глаза даже в мелких количествах.
|
|
| Бисульфит натрия
|
Водный раствор светло-жёлтого цвета до коричневого. Содержание в растворе не менее 22,5%.
|
Действие бисульфита аналогично действию слабых растворов кислот.
|
0,5 мг/м3
|
| Соляная кислота
|
Прозрачная жидкость от бесцветной до жёлтого цвета, без осадка и механических примесей, при взаимодействии с металлами выделяют газообразный водород. Содержание чистой кислоты менее 31%.
|
Раздражает и прижигает слизистые оболочки носа, глаз. При попадании на кожу вызывает сильные ожоги.
|
5 мг/м3
|
| Едкий натр (твёрдый)
|
Масса беловатого цвета очень гигроскопична, на воздухе распыляется, в воде хорошо растворяется с выделением тепла.
|
Опасно попадание кусочков щёлочи в глаза при дроблении, действует прижигающе на кожу.
|
|
- Характеристика стоков, поступающих на станцию нейтрализации
Таблица 7.
| Хромовые стоки
|
Хром в СВ присутствует в виде 3-х и 6-ти валентных соединений
|
При малых дозах – лёгкое раздражение слизистой оболочки носа, насморк, чихание, кровотечение
|
0,01 мг/м3
|
| Кислотно-щелочные стоки
|
Кислота и щёлочь присутствует в свободном и связанном виде.
|
Действует на кожу аналогично слабым щёлочам. Почти безвреден, токсическими свойствами не обладает.
|
|
| Масло-эмульсионный сток
|
Масло веретенное инд. 12, 20 машинное инд.30, сульфофрезол, эмульсия состав: эмульсол, сода кальц., нитрит натрия, фурацелин. Имеет запах.
|
|
|
- Применение указанных реагентов и наличие ядовитых веществ в стоках требует от работающих строгого соблюдения правил охраны труда и мер личной гигиены.
- Лица не выполняющие требований настоящей инструкции привлекаются к ответственности согласно правилам внутреннего трудового распорядка предприятия.
3.2 Взрыво - и пожароопасные показатели веществ и материалов
Таблица 8. Взрыво - пожароопасные свойства материалов
| Наимено-вание веществ и материалов
|
Температура кипения, °С
|
Плотность, кг/м3
|
Темпера-тура вспышки, воспл., самовоспламен., °С
|
Предела воспламенения
|
Краткая характе-ристика
|
| Объёмная доля, %
|
Темпера-тура, °С
|
| 1. Масло индустр. 50
|
-
|
903
|
Твсп.
=200°С
Твоспл.
=
146¸191°С
|
-
|
380
|
Вязкая, горючая жидкость
|
| 2. Поли-акриламид
|
-
|
-
|
240°С
|
-
|
410
|
Горючее вещество
|
| 3. Серная кислота
|
330
|
1834
|
-
|
-
|
-
|
Едкая негорючая жидкость
|
Согласно техпроцессу масло-шламовые стоки и вещества необходимые для их обработки не подвергаются нагреву выше более 50°С. Исходя из характеристики веществ приведённых в таблице 8 в данном производстве наиболее опасным с точки зрения пожарной безопасности является масло индустриальное относящееся к горючей жидкости с Твоспл.
=146¸191°С, которое затем сжигается на котельных - утилизируется в качестве топлива. Согласно НПБ-105-95 производственное помещение, в котором обрабатываются масло-шламовые стоки, относится к категории Г
.
3.3 Требования безопасности во время работы
- Строго выполнять инструкцию по ведению технологического процесса, должностные инструкции, требования по охране труда и промсанитарии.
- Соблюдать чистоту рабочего места, не допускать разлива кислот, щелочей и других реагентов. Не загромождать проходы и проезды.
- При работе с серной кислотой необходимо наливать кислоту в воду, а не наоборот, пользоваться защитными очками, резиновыми перчатками, сапогами, фартуком.
- Приготовление растворов для нейтрализации и обезвреживания производить только под руководством старшего смены, инженера химика.
- При остановке вентиляции немедленно прекратить дозировку обезвреженных растворов и их приготовление, выйти из помещения, плотно закрыть двери, ведущие в другие помещения.
- Работы по ликвидации загазованности и загрязнения помещений вредными продуктами производить только в фильтрующем противогазном респираторе РПГ-67В.
3.4 Требования безопасности в аварийных ситуациях
- В случае разлива щелочей и кислот на пол немедленно произвести нейтрализацию их, а затем смыть струёй воды.
- При попадании щёлочи на кожу немедленно смыть её водой, а затем 2% раствором уксусной кислоты, водой смыть в течение 20-30 мин. Если щёлочь попадёт на глаза, то глаза необходимо быстро промыть водой, а затем 2% раствором борной кислоты. После произведения операций, надо обратиться в медпункт.
- При попадании кислоты на кожу немедленно смыть её водой, а затем промыть 2% раствором соды. При попадании кислоты в глаза, промыть их водой, после чего немедленно обратиться в медпункт.
- При отравлении химическими парами пострадавшего вынести на воздух, вызвать врача. До прихода врача организовать подачу кислорода для дыхания. Дать пострадавшему большое количество молока.
- При возникновении загорания, первый заметивший пожар, должен вызвать команду по телефону 01 или по эл. пожарной сигнализации. До прибытия пожарной команды принять меры по ликвидации пожара первичными средствами для тушения пожара, находящимися на станции.
3.5 Требования безопасности по окончании работы
- Привести рабочее место в порядок, убрать инструменты и приспособления.
- Вымыть руки, лицо тёплой водой и принять душ.
- При сдаче смены сообщить сменьщику и мастеру обо всех недостатках, обнаруженных в процессе работы.
Заключение
Объектом исследования являлась установка по очистке масло-шламовых сточных вод механо-сборочного корпуса №4 (МСК-4), площадка «Е» ЯЗТА методом электрокоагуляции.
В ходе работы проведён литературный обзор, в котором рассматриваются различные методы очистки масло-шламовых сточных вод, составлена технологическая схема процесса очистки, составлен материальный баланс процесса, проведён расчёт электрокоагулятора с железными электродами и разработана его конструкция, предложены способы утилизации шлама, который образуется в процессе очистки масло-шламовых сточных вод.
Список использованных источников
1. Бухтер А.И. Переработка отработанных минеральных масел. – М.: ЦНИИТ Энефтехим, 1975.- 48 с., ил.
2. Кульский Л.А., Строкач П.П., Слипченко В.А. Очистка воды электрокоагуляцией. – Киев: Будiвельник, 1978. – 112 с.
3. Макаров В.М. Рациональное использование и очистка воды на машиностроительных предприятиях. М.: Машиностроение, 1988. – 272 с., ил.
4. Охрана окружающей среды от отходов гальванического производства. Материалы семинара. М.: «Знание», 1990. - 148 с., ил.
5. Пожарная опасность веществ и материалов, применяемых в химической промышленности: Справочник / Под общ. Ред. И.В.Рябова. – М.: Химия, 1970. – 336 с.
6. Селицкий Г.А. Электрокоагуляционный метод очистки сточных вод от ионов тяжёлых металлов. – М.: ЦНИИТЭИ ЦВЕТМЕТ, 1978. – 24 с.
7. Смирнов Д.И., Генкин В.Е. Очистка сточных вод в процессах обработки металлов. – М.: Металлургия, 1980. – 196 с.
8. Стандарт предприятия. СТП 701-99: ЯГТУ. – Ярославль, 1999. – 48 с.
9. Стандарт предприятия. СТП 702-99: ЯГТУ. – Ярославль, 1999. – 24 с.
10. Стандарт предприятия. СТП ЯрПИ 706-88: ЯрПИ. – Ярославль, 1988. – 65 с., ил.
11. Яковлев С.В. Очистка производственных сточных вод. – М.: Стройиздат, 1986. – 336 с., ил.
Приложение 1
Перечень графического материала
Лист 1
Технологическая схема очистки масло-шламовых стоков.
Лист 2
Электрокоагулятор (сборочный чертёж).
|
