Реферат
Жарков С.В. Технологический процесс изготовления корпуса цилиндра типа Г29-3. Кафедра "Технология машиностроения".
Дипломный проект - Тольяттинский государственный Университет 2006 г.
Количество страниц пояснительной записки - с.
Количество листов графической части -8 листов формата А1
Ключевые слова: технологический процесс, сталь, технологический маршрут, металлорежущее оборудование, режущий инструмент, режимы резания, основное, технологическое и штучное время.
Представлен технологический процесс изготовления корпуса гидроцилиндра типа Г29-3 в условиях среднесерийного типа производства. В дипломном проекте проводится анализ исходных данных и определения типа производства, намечается стратегия разработки технологического процесса, выбор технологических баз и методов обработки, разрабатывается технологический маршрут и операционная технология, при этом используя прогрессивное оборудование, режущий инструмент, проводится разработка контрольного приспособления для измерения биения отверстия, разрабатывается конструкция станочного приспособления. Припуски на обработку определяются расчетно-аналитическим методом, а также назначаются таблично.
Разработка технологического процесса сопровождается экономическим расчетом.
Содержание
Введение
1. Анализ исходных данных
1.1 Анализ служебного назначения и условий работы детали
1.2 Систематизация и классификация поверхностей детали
1.3 Анализ технологичности конструкции детали
1.3.1 Технологичность заготовки
1.3.2 технологичность установки
1.3.3 Технологичность обрабатываемых поверхностей
1.3.4 Технологичность общей конфигурации детали
1.4 Формулировка задач дипломного проекта
2. Определение типа производства. Выбор и проектирование заготовки
2.1 Определение типа производства
2.2 Выбор стратегии разработки технологического процесса
2.3 Выбор и проектирование заготовки
2.3.1 Выбор метода получения заготовки
2.3.2 Экономическое обоснование выбора метода получения заготовки
3. Технологический маршрут и план изготовления детали
3.1 Обоснование технологического маршрута изготовления детали
3.2 Выбор технологических баз
3.3 Обоснование простановки операционных размеров
Реклама

3.4 Назначение операционных технических требований
3.5 Расчет припусков на обработку и проектирование заготовки
4. Выбор средств технологического оснащения (СТО)
4.1 Выбор оборудования
4.2 Выбор приспособлений
4.3 Выбор режущего инструмента
4.4 Выбор средств контроля
5. Технология проведения операции хромирования
6. Проектирование технологических операций
6.1 Расчет режимов резания и определение основного времени на операцию
6.2 Нормирование технологического процесса
7. Расчет и проектирование станочного приспособления
7.1 Сбор исходных данных
7.2 Расчет сил резания
7.3 Расчет усилия зажима
7.4 Расчет зажимного механизма патрона
7.5 Расчет силового привода
7.6 Расчет погрешности установки заготовки в приспособлении
7.7 Описание конструкции и принципа работы приспособления
8. Проектирование приспособления для контроля биения отверстия
8.1 Описание конструкции приспособления
9. Расчет и проектирование режущего инструмента
9.1 Цели и задачи проектирования
9.2 Проектирование и расчет резца
9.3 Описание конструкции резца
10. Линейная оптимизация режимов резания на токарной операции
10.1 Исходные данные
10.2.1 Ограничение по кинематике станка
10.2.2 Ограничение по мощности привода главного движения:
10.2.3 Ограничение по температуре в зоне резания:
10.2.4 Ограничение по точности:
10.2.5 Ограничение по стойкости инструмента
10.2.6 Расчет целевой функции:
10.3 Решение графическим методом
Заключение
Список использованных источников
В настоящее время вопрос развития производства в экономике серьёзная и наукоёмкая задача, но без развития производства и вложения в него средств предприятия существовать не могут. В связи с этим предприятия ищут возможности и средства для успешной работы и дальнейшего развития. Сейчас заметно стремление заводов максимально снижать себестоимость своей продукции, применять более высокопроизводительное оборудование и оснастку, оснащать станки промышленными роботами.
Темой данного дипломного проекта является разработка технологического процесса изготовления корпуса гидроцилиндра типа Г 29-3.
В условиях нынешней экономической ситуации необходимо использовать средства с максимальным эффектом, чтобы они смогли в будущем приносить наибольший доход, это касается всех машиностроительных предприятий.
Таким образом, целью дипломного проекта является разработка совершенно нового технологического процесса изготовления детали, повышение качества обработки, снижение себестоимости изготовления, применение новейших разработок в области технологии машиностроения.
Реклама

Задача данного раздела - на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Деталь "Корпус гидроцилиндра", является базовой деталью гидроцилиндра и предназначена для базирования различных деталей гидроцилиндра, входящих в его конструкцию, относительно ее поверхностей. К корпусу гидроцилиндра детали предъявляются требования повышенной прочности и высокого сопротивления износу.
Все поверхности на эскизе детали нумеруем и систематизируем по их назначению, т. Ж. Произведем кодирование размеров детали (рис.1.1).
Результаты классификации поверхностей детали занесем в таблицу 1.1
Таблица 1.1
| вид поверхности |
№ поверхности |
| ип |
12, 13 |
| окб |
12, 4 |
| вкб |
13, 12, 4, 6, 5, 10, 11 |
| сп |
все остальные |
В таблице 1.1 введены следующие обозначения: ОКБ - основные конструкторские базы, ВКБ - вспомогательные конструкторские базы, ИП - исполнительные поверхности, СП - свободные поверхности.
Схема кодирования поверхностей и размеров детали
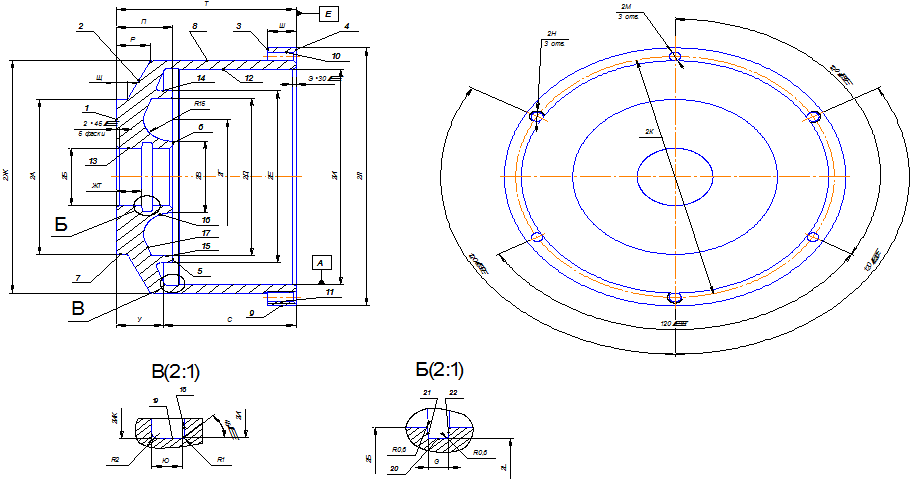
Рис 1.1
Анализ технологичности конструкции детали будем проводить по следующим группам критериев:
технологичность заготовки;
технологичность установки;
технологичность обрабатываемых поверхностей;
технологичность общей конфигурации детали.
Так как к детали предъявляются требования повышенной прочности и высокого сопротивления износу, то в качестве материала при изготовлении корпуса гидроцилиндра применяется сталь 45л гост 977-75 с последующей ее темообработкой (закалка, отпуск) и хромированием пов.12,13.
материал не является дефицитным, при относительно невысокой стоимости он обладает хорошими литейными качествами: температура начала затвердевания 1480-1490 °с; показатель трещиноустойчивости кт. у
=0,8; склонность к образованию усадочной раковины ку. р.
=1,2; жидкотекучесть кж. т.
=1,0; литейная усадка 2,2% - 2,3%; склонность к образованию усадочной пористости ку. п.
=1,0.
Сталь имеет хорошую обратываемость резанием в отожженном состоянии при нв 200: твердосплавным инструментом кv. тв. спл.
=1,1, инструментом из быстрорежущей стали кv. б. ст.
=1,1. к отпускной хрупкости не склонна. Однако данная сталь является трудно свариваемой, что может вызвать затруднения при получении заготовки в виде сварной конструкции. способ сварки: рдс, необходимый подогрев и последующая термообработка.
Предел прочности стали 45л составляет 520 мпа, твердость hb148…217. химический состав стали 45л представлен в таблице 1.2 [1].
Таблица 1.2
Химический состав стали 45л
| марка |
содержание элементов,% |
| сталь 45л |
с |
mn |
si |
cr |
ni |
cu |
s |
p |
| 0,42-0,50 |
0,40-0,90 |
0, 20-0,52 |
не более |
| 0.30 |
0.30 |
0.30 |
0.045 |
0,04 |
заготовку корпуса, возможно, получить как литьем в земляные формы, так и в виде сварной конструкции, состоящей из фланца, трубы и дна.
в обоих случаях заготовка проста по конфигурации и может быть получена без особых затрат. наиболее предпочтительный вариант получения заготовки определим экономическим расчетом. таким образом, заготовку можно считать технологичной.
Черновыми базами для установки заготовки на первой операции могут быть цилиндрические и торцевые поверхности заготовки. в дальнейшем за базы приняты цилиндрическая пов.12 и торцевая пов.4 или цилиндрическая пов.13 и торцевая пов.1, в зависимости от операции (операции 10, 20, 30, 40, 90, 100); на операции 50 за базы приняты торцевая пов.1 и цилиндрическая 8; на операции 120, 130 за базы приняты торцевая пов.1 и цилиндрическая 12, 13 соответственно.
Данные технологические базы обеспечивают надежную ориентацию и закрепление заготовки, возможность свободного подвода инструмента при обработке.
Поверхности детали достаточно развиты, поэтому при обработке не требуется применение сложных и дорогостоящих станочных приспособлений.
Измерительные базы детали можно использовать в качестве технологических баз, т.к. точность и шероховатость этих баз обеспечивает требуемую точность обработки.
Таким образом, с точки зрения установки при обработке, деталь можно считать технологичной.
Предполагается обрабатывать все поверхности детали, кроме пов.2, 3, 7, 8, 9, 14, 15, 16, 17 (т.к заданные точность и шероховатость позволяют их получить на заготовительной операции). число обрабатываемых поверхностей
14: 4 цилиндрических: 12, 13, 10, 11
; 4 торцевых: 4, 1, 5, 6
; 3 резьбовых отверстия: пов
.11
; 2 канавки: пов.18, 19, 20, 21, 22
; фаски.
Протяженность обрабатываемых поверхностей невелика и определяется условиями компоновки гидроцилиндра.
Для обеспечения нормальной работоспособности всех узлов гидроцилиндра назначены следующие требования к геометрии корпуса: допуск на расположение отверстий под штифты и резьбовые отверстия под болты, чтобы обеспечить точное позиционирование элементов гидроцилиндра относительно корпуса при сборке, допуски на шероховатость назначаем по [1], точность резьбовых соединений по [1], допуски перпендикулярности торцов 4,6; допуск радиального биения назначаем по [2].
Точность и шероховатость поверхностей 12, 13 (окб) определяется условиями эксплуатации корпуса гидроцилиндра. уменьшение точности приведет к снижению точности установки поршня и вала в корпус гидроцилиндра. все отверстия корпуса легко доступны для обработки. поверхности различного назначения разделены, что облегчает обработку. для выхода шлифовального круга, а также хонинговальной головки при обработке пов.12 предусмотрена канавка. на пов.13 предусмотрена канавка под уплотнительное кольцо. форма детали позволяет обрабатывать поверхность напроход. обработка поверхностей в упор затруднений не вызывает.
Таким образом, с точки зрения обрабатываемых поверхностей, деталь можно считать технологичной.
Деталь имеет достаточную жесткость и прочность. радиусы закруглений и фаски выполняются по гост 10948-64, форма и размеры канавок по
ГОСТ 8820-69. такая унификация упростит обработку и контроль этих элементов корпуса гидроцилиндра.
При обработке на станке с ЧПУ на одной операции можно осуществить: обработку отверстий пов.10,11 и нарезание резьбы в отверстие 11. оборудование может быть простым, универсальным, оснастку также можно применять универсальную. все поверхности корпуса доступны для контроля.
Таким образом, с точки зрения общей компоновки детали ее можно считать технологичной.
Поскольку деталь отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о ее достаточной технологичности.
На базе анализа технических требований к детали сформулируем задачи дипломного проекта:
1. Определить тип производства и выбрать стратегию разработки технологического процесса;
2. Выбрать оптимальный метод получения заготовки и маршрут обработки поверхностей;
3. Разработать технологический маршрут и схемы базирования заготовки
4. Рассчитать припуски на обработку методом Кована на одну поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85;
5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля;
6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра;
7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия;
8. Рассчитать и спроектировать режущий инструмент для токарной операции;
9. Провести линейную оптимизацию режимов резания на токарной операции.
Задача данного раздела - в зависимости от детали и годового объема выпуска определить тип производства и на его базе выбрать оптимальную стратегию разработки технологического процесса
Тип производства определяем с учетом годовой программы, массы детали и качественной оценки трудоемкости ее изготовления. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости.
Определим массу детали по формуле:
 , кг (2.1) , кг (2.1)
где ρ - плотность материала, для стали 45Л, принимаем ρ = 0,00785 кг/см3
; V- объем детали, см3
Объем детали определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию детали:

Зная объем детали и плотность материала, из которого сделана деталь, определяем массу детали:

Тип производства зависит от годового объема выпуска деталей, ее массы и трудоемкости. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости, поэтому при годовой программе выпуска N = 15000 дет /год и массе детали m =9,8 кг по [2] стр.16а принимаем тип производства - среднесерийное.
Задача данного подраздела - в зависимости от типа производства выбрать оптимальную стратегию разработки технологического процесса - принципиальных подход к определению его составляющих (показателей ТП), способствующей обеспечению заданного выпуска деталей заданного качества с наименьшими затратами.
При разработке оптимальной стратегии ТП будем придерживаться рекомендаций [3].
1. В области организации технологического процесса:
Вид стратегии - последовательная, в отдельных случаях циклическая; линейная, в отдельных случаях разветвленная; жесткая, в отдельных случаях адаптивная;
Форма организации технологического процесса - переменно-поточная форма организации технологического процесса;
Повторяемость изделий - периодически повторяющиеся партии;
2. Метод получения заготовки:
Оптимальный вариант получения заготовки - сварная конструкция или литье в земляные формы;
Выбор последовательности обработки - по таблицам с учетом коэффициентов удельных затрат;
Припуск на обработку - незначительный;
Метод определения припусков - расчетно-аналитический, решением операционных размерных цепей;
3. В области разработки технологического процесса:
Степень унификации ТП - разработка технологического процесса на базе типового ТП;
Степень детализации разработки ТП - маршрутный или маршрутно-операционный технологический процесс;
Принцип формирования маршрута - концентрация операций и совмещение по возможности переходов;
Обеспечение точности - работа на настроенном оборудование, с частичным применением активного контроля;
Базирование - с соблюдением принципа постоянства баз и по возможности принципа единства баз на последующих операциях технологического процесса;
4. В области выбора средств технологического оснащения (СТО):
Оборудование - универсальное, в том числе с ЧПУ, специальное, специализированные;
Приспособления - универсальные, стандартные, нормализованные, специализированное;
Режущие инструменты - стандартные, нормализованные, специальные;
Средства контроля - универсальные, специальные;
5. В области проектирования технологических операций:
Содержание операций - одновременная обработка нескольких поверхностей исходя из возможностей оборудования;
Загрузка оборудования - периодическая смена детали на станках, коэффициент закрепления операций от 10 до 20;
Расстановка оборудования - по группам станков, предметно замкнутые участки;
Настройка станков - по измерительным инструментам и приборам или работа без предварительной настройки по промерам.
6. В области нормирования технологического процесса:
Определение режимов резания - по общемашиностроительным нормативам и эмпирическим формулам;
Нормирование - детальное пооперационное;
Квалификация рабочих - средняя;
Технологическая документация - маршрутно-операционные карты.
Принятой стратегией будем руководствоваться при разработке технологического процесса изготовления крышки, разделы 3-6.
Задача данного подраздела - выбрать методы получения заготовки и обработки поверхностей, обеспечивающих минимум суммарных затрат на получение заготовки и ее обработку.
Учитывая конструкцию изготавливаемой крышки и материал заготовки - сталь 45Л ГОСТ 977-75, можно предложить два основных альтернативных метода получения заготовки:
1. Литье в земляные формы;
2. Сварная конструкция.
1. Литье в земляные формы
По таблице 9 приложение 1 ГОСТ 26645-85 при выбранном методе литья и наибольшем габаритном размере отливки в диапазоне от 100 до 250 определяем класс размерной точности отливки в диапазоне 8-13т. Учитывая, что данная отливка относится к отливкам средней сложности и условиям механизированного серийного производства, принимаем 10 класс размерной точности отливки.
По таблице 10 приложение 2 ГОСТ 26645-85 при отношении наименьшего размера элемента отливки к наибольшему 0,5 определяем степень коробления элементов отливок в диапазоне 3-6. Окончательно для отливки из стали принимаем 5-ую степень коробления.
По таблице 11 приложение 3 ГОСТ 26645-85 при выбранном методе литья и наибольшем габаритном размере отливки в диапазоне от 100 до 250 определяем степень точности поверхностей отливок в диапазоне 10-17. Учитывая, что данная отливка относится к отливкам средней сложности и условиям механизированного серийного производства, принимаем 12 степень точности поверхностей отливки.
По таблице 12 приложение 4 ГОСТ 26645-85 определяем значение шероховатости поверхностей отливок в зависимости от степени точности поверхностей отливки. Степень точности поверхностей отливки-12 соответствует значению шероховатости поверхностей отливки Ra не более 25 мкм.
По таблице 13 приложение 5 ГОСТ 26645-85 при выбранном методе литья и наибольшем габаритном размере отливки в диапазоне от 100 до 250 определяем класс точности массы отливки в диапазоне 7т-14. Учитывая, что данная отливка относится к отливкам средней сложности и условиям механизированного серийного производства, принимаем 10 класс точности массы отливки. По таблице 14 приложение 6 ГОСТ 26645-85 в зависимости от степени точности поверхности отливки определяем ряд припусков на обработку отливки в диапазоне 5-8, окончательно принимаем 5 ряд припусков на обработку отливки. По таблице 6 ГОСТ 26645-85 в зависимости от вида окончательной обработки поверхности, общего допуска элемента поверхности и ряда припуска отливок назначаем припуск на сторону для каждой из обрабатываемых поверхностей отливки. Допуски размеров отливок назначаем по таблице 1 ГОСТ 26645-85 в зависимости от класса точности отливки. Далее произведем расчет размеров заготовки и сведем его результаты в таблицу 2.1
Таблица 2.1
Допуски и припуски на размеры отливки
Размер
детали, мм
|
Поверхн-ти,
на которые назначается припуск
|
Допуск
на размер
отливки, мм
|
Припуск,
мм
|
Расчет размера от - ливки |
Окончатель-ный
размер
|
| Æ150 |
12 |
3,2 |
4,6 |
Æ150- (2× 4,6) |
Æ140,8±1,6 |
| Æ40 |
13 |
2,2 |
3,4 |
Æ40- (2× 3,4) |
Æ33,2±1,1 |
| 30 |
5,6 |
2,2 |
3,2 |
30+3,2+2,4 |
35,6±1,1 |
| 6 |
1 |
1,6 |
2,4 |
6+2,4 |
8,4±0,8 |
| 15 |
4 |
1,8 |
2,7 |
15+2,7 |
17,7±0,9 |
| Æ108 |
7 |
3,2 |
- |
- |
Æ108±1,6 |
| Æ162 |
8 |
3,6 |
- |
- |
Æ162±1,8 |
| Æ120 |
14 |
3,2 |
- |
- |
Æ120±1,6 |
| Æ110 |
15 |
3,2 |
- |
- |
Æ110±1,6 |
| Æ50 |
16 |
2,4 |
- |
- |
Æ50±1,2 |
| Æ180 |
9 |
3,6 |
- |
- |
Æ180±1,6 |
| 18 |
2 |
1,8 |
- |
18+2,4 |
20,4±0,9 |
| 95 |
1,4 |
2,8 |
- |
95+2,4+2,7 |
100,1±1,4 |
| Остальные требования по ГОСТ 26645-85 |
Литейные радиусы закруглений принимаем 2 мм, уклоны 2º по ГОСТ 26645-85. Точность отливки получаемой литьем в земляные формы 10-5-12-10.
Для проведения в дальнейшем технико-экономического обоснования выбора заготовки необходимо определить коэффициент использования материала для данного метода литья.
Коэффициент использования материала определим по формуле:
Ки1
=q/Q (2.2)
где q- масса детали, q= 9,8 кг (см. п.2.1 1);
Q - масса заготовки
Объем заготовки определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию заготовки:

Зная объем детали и плотность материала, определяем массу заготовки:

Подставив полученные значения масс детали и заготовки в формулу 2.2., получим коэффициент использования материала для литья в земляные формы: Ки1
=12,8/9,8=0,76.
Сварная конструкция.
Схема комбинированной сварной конструкции заготовки, представленная на рис.2.1., является не чем иным как совокупностью нескольких отдельных заготовок, полученных различными методами и соединенных между собой по средством сварки. Сварная конструкция состоит из: фланца 1 (литье), трубы 2 (прокат), фланца 3.
Схема комбинированной сварной конструкции
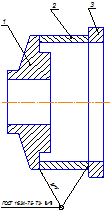
Рис.2.1
Коэффициент использования материала для сварно-литых конструкций Ки2
составляет 0,85 (согласно рекомендаций [6]). Отсюда по формуле (2.2) определяем массу сварно-литой заготовки: Q =q/ Ки2
=9.8/0.85=11.53 кг.
Таким образом, коэффициент использования материала у сварно-литой заготовки несколько выше, чем отливки полученной литьем в земляные формы. Однако, для окончательного решения по выбору метода получения заготовки, следует провести сравнительный экономический анализ по технологической себестоимости.
Оценку эффективности различных вариантов получения заготовок чаще всего проводят по двум показателям [6]:
а) коэффициенту использования материала заготовки (см. формулу 2.2)
б) технологической себестоимости изготовления детали. Сюда включаются только те статьи затрат, величины которых изменяются при переходе одного варианта к другому.
На стадии проектирования технологических процессов оптимальный вариант заготовки, если известны массы заготовки и детали, можно определить путем сравнения технологической себестоимости изготовления детали, рассчитанной по формуле:
Ст
= Сзаг
·Q + Смех
(Q-q) - Сотх
(Q-q) (2.3)
где Сзаг
-стоимость одного кг. заготовки, руб/кг;
Смех
- стоимость механической обработки, отнесенная к одному кг. срезаемой стружки, руб/кг;
Сотх
- цена 1 кг. отходов, руб/кг, Сотх
= 0,0144 руб/кг;
Смех
= Сс
+ Ен
·Ск
(2.4)
где Сс
- текущие затраты на 1 кг. стружки, руб/кг;
Ск
- капитальные затраты на 1 кг. стружки, руб/кг;
По табл.3.2 [3] для автомобильного и сельскохозяйственного машиностроения Сс
= 0,188 руб/кг, Ск
= 0,566 руб/кг.
Ен
- нормативный коэффициент эффективности капитальных вложений, Ен
= 0,15.
Смех
= 0,188 + 0,15·0,566 = 0,273 руб/кг.
Это значение принимаем для литья в земляные формы.
Стоимость заготовки, полученной такими методом, как литье в земляные формы, с достаточной для стадии проектирования точностью можно определить по формуле:
Сзаг
= Сот
×kт
×kc
×kв
×kм
×kп
, (2.5)
где Сот -
базовая стоимость одного кг отливки, полученной литьём, руб.:
для литья в земляные формы Сот
= 0,29 руб;
kт
- коэффициент, зависящий от класса точности, для отливок из черных металлов второго класса точности:
для литья в земляные формы kт
= 1,03;
kc
- коэффициент, зависящий от группы сложности отливки, для 4группы сложности:
для литья в земляные формы kc
=1,2;
kв
- коэффициент, зависящий от марки материала и массы отливки, для чугуна при массе отливки более 3 кг соответственно:
для литья в земляные формы kв
=0,93;
kм
- коэффициент, зависящий от марки материала отливки, для чугуна:
для литья в земляные формы kм
= 1,21
kп
- коэффициент, зависящий от марки материала отливки и группы серийности:
для литья в земляные формы kп
= 0,77;
Подставим определенные значения в формулу (2.5):
Сзаг1
= 0,29×1,03×1,2×0,93×1,21×0,77= 0,31 руб.;
Подставим полученные данные в формулу (2.3) и рассчитаем технологическую себестоимость изготовления детали, для данного метода получения заготовки: для литья в земляные формы:
Стд1
= 0,31×12,8+ 0,273 × (12,8-9,8) - 0,0144× (12,8-9,8) = 4,744 руб.;
Себестоимость сварно-литой заготовки определим, как сумму себестоимостей составляющих ее частей:
Труба (поз.2) - прокат
Сзаг
=Спр
* kт (
2.6)
где kт
- коэффициент, учитывающий форму металлопроката
Спр
- стоимость металла, Спр
=3,7 руб/кг [6]
Подставим полученные данные в формулу (2.6), получим:
Сзаг
=3.7* 1.06=3.922 руб/кг;
Для литых фланцев (поз.1,2) технологическая себестоимость рассчитывается по формуле (2.3), используя рекомендации [6], аналогично технологической себестоимости выше описанному методу литья.
Сзаг1
=0,29*1,03*1,21*1,2*0,93*0,77=0,31 руб.
Сзаг3
=0,29*1,03*1,21*0,83*0,93*0,77=0,21 руб.
Отсюда: СзагО
=3,922+0,31+0,21=4,447 руб.
Подставим полученные данные в формулу (2.3) и рассчитаем технологическую себестоимость изготовления детали, для данного метода получения заготовки:
Стд1
=4,447×12,8+ 0,273 × (12,8-9,8) - 0,0144× (12,8-9,8) = 58 руб
Вывод: по результатам проведения сравнительного анализа технологической себестоимости двух методов получения заготовки можно заключить, что экономически целесообразнее использовать при получении заготовки детали метод литья в земляные формы, т.к полная себестоимость получения заготовки этим методом существенно ниже чем получение заготовки в виде сварной конструкции.
Экономический эффект при изготовлении детали из заготовки полученной литьем в земляные формы для годовой программы выпуска-15000 шт. составит:
Э= (Стд2 -
Стд1
) ·N= (58-4,744) ·15000=798840 руб.
План изготовления детали.
Задача раздела - разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами, при этом необходимо разработать такую схему базирования заготовки на каждой операции, которая обеспечила бы минимальную погрешность обработки.
Тип производства - среднесерийное;
Способ получения исходной заготовки - литье в земляные формы;
Метод достижения точности - по настроенному оборудованию.
На рисунке 1.1 представлена схема кодирования детали, т.е. изображен эскиз детали с пронумерованными поверхностями и буквенными обозначениями чертежных размеров.
Технологический маршрут, выбранный в соответствии рекомендациям [7] представлен в таблице 3.1:
Таблица 3.1
Технологический маршрут изготовления детали
| № операции |
Наименование операции |
Оборудование
(тип, модель)
|
Содержание операции |
Точ-ность
(IT)
|
Ra,
мкм
|
| 000 |
Заготовительная |
_______ |
Литье в земляные формы |
16 |
25 |
010
|
Токарная
|
Токарно-винторезный станок 1А616 |
переход 1: точить цилиндрич. пов.12 |
12
|
12,5 |
| переход 2: подрезать торец 4,6,5; |
020
|
Токарная
|
Токарно-винторезный станок 1А616 |
переход 1: точить ци-линдрическую пов.13 |
12
|
12,5
|
| переход 2: подрезать торцы пов.1; |
030
|
Токарная
|
Токарно-винторезный станок 16Б16П
|
переход 1: точить цилиндрическую пов.12; фаску 2×30º. |
9
|
2,5
6,3
|
| переход 2: подрезать торцы 4,5,6 |
| переход 3: точить канавку пов.18, 19 |
040
|
Токарная
|
Токарно-винторезный станок 16Б16П
|
переход 1: точить цилиндрическую пов.13; фаски 2×45º. |
9
|
2,5
|
| переход 2: подрезать торец 1 |
| переход 3: точить канавку пов. 20,21,22 |
- |
2,5 |
| 050 |
Сверлильная
|
Вертикально-сверлильный станок с ЧПУ 2Р135Ф2
|
переход 1: засверлить |
- |
- |
переход 2:
сверлить 3 отв. пов.10
|
12 |
12,5 |
переход 3:
зенкеровать 3 отв.10
|
9 |
6,3 |
переход 4:
развернуть 3 отв.10
|
7 |
2,5 |
переход 5:
сверлить 3 отв.11
|
12 |
12,5 |
переход 6:
нарезать резьбу отв.11
|
7 ст. |
2,5 |
| 060 |
Термическая (закалка, отпуск до твердости НВ 215±2) |
| 070 |
Очистная (очистить поверхность от окалины) |
| 080 |
Контрольная (контролировать твердость) |
| 090 |
Внутришлифовальная |
Внутришлифовальный станок 3К227Б |
шлифовать пов.12 |
7 |
0,8 |
| 100 |
Внутришлифовальная |
Внутришлифовальный станок 3К227Б |
шлифовать пов.13 |
7 |
0,8 |
| 110 |
Хромирование |
(покрытие пов. Г, Д Хтв 70) |
| 120 |
Хонингование |
Вертикально хонинговальный станок 3К84 |
хонинговать отв. (пов.12) в размер до
Ra 0.32
|
сохр. |
0,32 |
| 130 |
Хонингование |
Вертикально хонинговальный станок 3К84 |
хонинговать отв. (пов.12) в размер до
Ra 0.32
|
сохр. |
0,32 |
| 140 |
Моечная |
| 150 |
Контрольная |
План изготовления детали.
План изготовления - графическое изображение технологического маршрута с указанием теоретических схем базирования и технических требований на операции.
План изготовления состоит из четырех граф:
Графа "Операция", которая включает в себя название и номер операции.
Графа “ Оборудование", которая включает в себя оборудование, при помощи которого производится обработка поверхностей на данной операции.
Графа "Теоретическая схема базирования", которая включает в себя изображение детали, схему базирования (точки закрепления), простановку операционных размеров, обозначение обрабатываемых поверхностей и указание шероховатости получаемой на данной операции.
Графа “Технические требования", которая включает в себя допуски на операционные размеры и отклонения формы.
План изготовления корпуса гидроцилиндра представлен на листе графической части.
Теоретическая схема базирования представлена на плане изготовления детали и представляет собой схему расположения на технологических базах заготовки "идеальных" точек, символизирующих позиционные связи заготовки с принятой схемой координат станочного приспособления.
При разработке схем базирования учитываем принцип постоянства и совмещения баз, т.е. для наибольшей точности изготовления детали, на всех операциях обработки по возможности использовать одну и ту же базу, как установочную, так и измерительную. Так же важно учитывать правило шести точек, при котором деталь базируется на шести неподвижных точках, которые лишают её шести степеней свободы. Обработку детали начинаем с поверхности, которая служит установочной базой для дальнейших операций. Для обработки этой поверхности в качестве установочной базы приходится принимать необработанную поверхность. После этого, когда обработана установочная поверхность, обрабатываем остальные поверхности, соблюдая при этом определённую последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными.
Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 - относится к заготовительной операции, буквы А, Б - указывают, что поверхность обработана на данной операции с установа А или Б. Арабские цифры 1,2,3 и т.д. обозначают переход на котором был получен данный размер.
В связи с тем, что корпус представляет собой тело вращения, то первоначально заготовка обрабатывается на станках токарной группы.
На 010 токарной операции в качестве черновых технологических баз используем технологические базы указанные на чертеже заготовки (см. черт) и являются цилиндрическая поверхность 13 и торцовая поверхность 1. Ось материализуем внутренними цилиндрическими поверхностями.
На 020, 040 токарных операциях в качестве двойной опорной базы используем ось поверхности 12, в качестве установочной базы торец 4. В качестве опорной базы принимаем пов.12.
На 030 токарной операциях в качестве двойной опорной базы используем ось поверхности 13, в качестве установочной базы торец 1. В качестве опорной базы принимаем пов.13.
На 050 сверлильной операции в качестве двойной опорной базы используем ось поверхности 8, в качестве установочной базы торец 1. В качестве опорной базы принимаем пов.8.
На 090 и 100 шлифовальных операциях в качестве двойной опорной базы используем ось поверхностей 12 (операция 100),13 (операция 090); в качестве установочной базы торец 1 (операция 090), 4 (операция 100); в качестве опорной базы принимаем пов.12,13 соответственно.
На 110 операции производится хромирование внутренних поверхностей корпуса (пов.12, 13). Подробное описание выбранного метода и технологии хромирования приведено в разделе 5 данного дипломного проекта.
На 120 и 130 хонинговальных операциях в качестве установочной базы используем торец 1; в качестве опорной базы принимаем пов.12, 13 соответственно.
Сведем все данные по технологическим базам и размерам, получаемым на операциях ТП в таблицу 3.2
Таблица 3.2
Технологические базы
| № операции |
Название |
№ опорных точек |
Характер появления |
Реализация |
Операционные размеры |
Единство баз |
| Явная |
Скры - тая |
Естествен-ная |
Искусствен-ная |
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
010
|
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2И20
Т20
П20
|
+
+
|
020
|
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2Б10
Т10
|
+
+
+
|
030
|
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2И40
, 2ИК40
Т40
, П40
, У40
,
Ю40
|
+
|
| 040 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2Б30
,2L30
Т30
, П30
, G30
Ч30
|
+
|
| 050 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2Н50
,2М50
,2К50
W50
, МХ50
|
+
|
| 090 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2И90
|
+
|
| 100 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2Б100
|
+ |
| 120 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2И120
|
+ |
| 130 |
У
ДО
О
|
1,2,3
4,5
6
|
+
+
|
-
+
|
+
+
+
|
-
|
2Б130
|
+ |
Способ простановки операционных размеров выбираем в зависимости от метода достижения точности. Для выполнения выше рассмотренных операций применяем метод достижения точности размеров с помощью настроенного оборудования. В этом случае имеет место несколько вариантов простановки операционных размеров, получение которых зависит от технологических возможностей применяемого оборудования. Так как при разработке технологического процесса изготовления детали использовалось стандартное и универсальное оборудование, то было бы целесообразно применить координатный способ простановки операционных размеров.
1. Заготовительная операция: все требования, предъявляемые к отливки по качеству и точности назначаем согласно рекомендациям ГОСТ 25545-85 (см. п.2.2).
2. Допуски на операционные размеры в осевом направлении рассчитываем по следующим формулам:
для операции 010 - токарной:
TAi
= wi
cт
+ с. м., (3.1)
где TAi
- допуск на размер А на i-той операции;
wi
cт
- статистическая погрешность на i-той операции;
с. м. - смещение формы и стержня, возникающее на заготовительной операции;
для операции 020 - токарной;
для операции 030,040 - токарной:
TAi
= wi
cт
+ Üi
, (3.2)
где TAi
- допуск на размер А на i-ой операции;
wi
cт
- статистическая погрешность на i-той операции;
Üi
- величина торцового биения, определяемая по прил.2 [4].
3. Допуски на диаметральные размеры назначаются, исходя из квалитета точности, который обеспечивает оборудование в радиальном направлении. Его выбираем по прил.1 [2], значения допусков берутся из [8].
4. Значения погрешностей формы на диаметральные размеры назначаем, руководствуясь прил.2 [4]. Величина отклонения от соосности определяется как половина погрешности радиального биения.
Шероховатость, получаемую при обработке поверхностей, назначаем с учетом рекомендаций (прил.1 [4]).
На самую точную поверхность определим припуски расчетно-аналитическим методом, разработанным В.М. Кованом [9]. Согласно этому методу величина минимального припуска должна быть такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предыдущих технологических переходах, а также погрешность установки заготовки, возникающая на выполняемом переходе. На остальные поверхности припуски назначаем табличным способом по [9].
Расчет операционных припусков и размеров выполним на диаметр 2Б (поверхность 13). В таблицу 3.3 внесем все данные по технологическим переходам на обработку пов.13, а также рассчитанные припуски.
Определим значение минимального припуска  после каждой операции по формуле: после каждой операции по формуле:
 , (3.3) , (3.3)
где Rz
i-1
, hi-1
, мм - высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1
, мм - суммарное значение пространственных отклонений;
eу
i
, мм - погрешность установки.
Суммарное значение пространственных отклонений определим по формуле:
 (3.4) (3.4)
где Dк. о.
-общая кривизна заготовки (учитывается на первой операции механической обработки);
Dсм
- величина смещения заготовки, т.к обработка ведется в патроне за ве-личину смещения принимаем отклонение от соосности.
Общая кривизна заготовки:
 (3.5) (3.5)
где Dк
- удельная изогнутость и коробление заготовки, мкм/мм;
l- ширина заготовки, мм.

 
 
Погрешность установки для однопозиционной обработки:
 (3.6) (3.6)
где eб
- погрешность базирования;
eз
- погрешность закрепления.
Так как при обработке диаметра измерительные и технологические базы совпадают, погрешность базирования eб
= 0 при всех установках заготовки.
   
Полученные значения элементов припуска внесем в графы 2,3,4 табл.4.3




Рассчитанные припуски запишем в графе 7 табл.4.3
Определим расчётные размеры для каждой операции. Для диаметра Æ40Н7: D6
min
= 40 мм, D6
max
= 40,025 мм.
Расчетный диаметр равен:
 (3.7) (3.7)




Таблица 3.3
Припуски и операционные размеры на пов.13 Ø 40Н7
Технологи-ческие
переходы
|
Элементы припуска, мкм |
Расчетный припуск
2Zmin
, мм
|
Допуск
TD, мм
|
Предельные размеры
заготовки, мм
|
| Rz |
h |
DS
|
eу
|
2Zmax
|
2Zmin
|
2Zср
|
Dmax
|
Dmin
|
Dср
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 1. Отливка |
100 |
200 |
1000 |
- |
- |
- |
- |
2,2 |
36,7 |
34,5 |
35,6 |
| 2. Токарная (растачивание отв). |
50 |
60 |
43,5 |
110 |
4,649 |
2,699 |
3,674 |
0,25 |
39,44 |
39, 19 |
39,315 |
3. Токарная чист
(растачивание отв).
|
10 |
15 |
26,5 |
90 |
0,608 |
0,420 |
0,514 |
0,062 |
39,859 |
39,797 |
39,828 |
| 4. Шлифование |
3,2 |
10 |
7 |
5 |
0,161 |
0,124 |
0,142 |
0,025 |
39,983 |
39,958 |
39,941 |
| 5. Хромирование |
Хтв 70 |
- |
- |
- |
- |
- |
- |
- |
| 6. Хонингование |
1,28 |
4 |
- |
3 |
0,042 |
0,042 |
0,042 |
0,25 |
40,025 |
40 |
40,0125 |
| Итого |
2Z0
min
=3,285 2Z0
max
=5,46 |
Dном
= Dmin
дет
-2Z0
max
+ EIзаг
=
=40-5,46+1,1=35,64 мм
|
Исходный размер отверстия в заготовке Ø 35.64±1.1
Допуски, взятые с плана изготовления, заносим в графу 9 табл.3.3
Наибольшие предельные размеры получаем по расчетным размерам, округленным до точности допуска соответствующего перехода:
  
Наименьшие предельные размеры:
 (3.8) (3.8)




Полученные значения заносим в графу 10,11 табл.3.3
Определим максимальные значения припусков по формуле:
 (3.9) (3.9)




Полученные значения заносим в графу 6 табл.3.3
Общий номинальный припуск:
 (3.10) (3.10)
где Zо
min
- общий минимальный припуск; Zо
min
=3,285 мм;
Вз
- верхнее отклонения поля допуска размера на заготовке, Вз
= 1,1 мм;
Вд
- верхнее отклонения поля допуска размера на детали, Вд
= 0,025 мм;

Проверим правильность выполнения расчетов:
 
 
 
 
Все расчеты выполнены, верно, в завершение построим схему расположения припусков и операционных размеров для обрабатываемого отверстия Æ40+0,025 (
рис.3.1).
На все остальные поверхности припуски были определены табличным способом, учитывая рекомендации [5] (см. п.2.2 данного дипломного проекта).
Схема расположения припусков и операционных размеров на обработку отверстия Æ40+0,025

Рис.3.1
Задача раздела - выбрать для каждой операции ТП такие оборудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами.
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1. Производительность, точность, габариты, мощность станка должны быть минимальными, но достаточными для того, чтобы обеспечить выполнение требований предъявляемых к операции.
2. Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3. В случае недостаточной загрузки станка его технические характеристики, должны позволять обрабатывать другие детали, выпускаемые данным цехом или участком.
4. Оборудование не должно быть дефицитным, но в достаточной степени модернизированным
5. В серийном производстве наряду со станками с ЧПУ и обрабатывающими центрами следует применять специализированные станки, гибкие технологические модули, гибкие автоматические линии. На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности.
6. Оборудование должно отвечать требованиям безопасности, эргономичности и экологии.
Выбор оборудования проводим, используя рекомендации [9] в следующей последовательности:
1. Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков;
2. Исходя из положения обрабатываемых поверхностей, выбираем тип станка;
3. Исходя из габаритных размеров заготовки, размеров обрабатываемых поверхностей и точности обработки выбираем типоразмер станка.
Данные по выбору оборудования заносим в таблицу 4.1
Таблица 4.1
Выбор оборудования
| Номер операции |
Станок |
Наиболь-
шие габариты заготовки мм
|
Мощность главного
привода
кВт
|
Частота вращения шпинделя об/мин |
Габариты станка, мм |
Масса, т |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
010
020
|
Токарно-винторезный
станок 1А616
|
320×710 |
6,0 |
9-1800 |
2135×1225×1220 |
1,5 |
030
040
|
Токарно-винторезный станок16Б16П |
460×250 |
8,0 |
20-2000 |
2235×1060×1450 |
2,1 |
| 050 |
Вертикально-сверлильный 2Р135Ф2 |
400×710 |
3,7 |
45-2000 |
1800×2170×2700 |
4,7 |
| 060 |
Термическая |
090
100
|
Внутришлифова-льный станок
3К227Б
|
100×100
(обрабаты-ваемого отверстия)
|
4,0/11,8 |
320-800 (детали)
9000-24000
(шл. круга)
|
2815×1900×1750 |
4,5 |
| 110 |
Хромирование |
120
130
|
Вертикально-хонинговальный станок 3К84 |
200***
(50-800) **
|
13 |
63-400 |
2320×2650×4170 |
4,85
(6,2) *
|
| 140 |
Моечная |
Моечная машина |
* Вес с принадлежностями
** Ход шпинделя (min/max)
*** Наибольший диаметр хонингования
При выборе приспособлений будем руководствоваться следующими правилами:
1. Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов
2. Приспособление должно обеспечивать надежное закрепление заготовки при обработке и должно быть быстродействующим
3. Зажим заготовки должен осуществляться по возможности автоматически
4. Следует отдавать предпочтение стандартным нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления
Исходя из типа, модели станка и метода обработки выбираем тип приспособления.
Выбор приспособления, используя рекомендации [10] будем производить в следующем порядке:
1. Исходя из расположения базовых поверхностей и их состояния (точность и шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособления
2. Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
Данные по выбору приспособлений заносим в таблицу 4.2
Таблица 4.2
Выбор приспособлений
| Номер операции |
Наименование операции |
Приспособление |
| 1
|
2
|
3
|
| 010 |
Токарная черновая |
Оправка цанговая 7112-1509 ГОСТ 12593-93 |
| 020 |
Токарная черновая |
Патрон 3-х кулачковый самоцентрирующий клиновой ГОСТ 24351-80 |
| 030 |
Токарная чистовая |
Оправка с разрезными цангами 7112-1496 ГОСТ 31.1066.02-85 |
| 040 |
Токарная чистовая |
Патрон 3-х кулачковый самоцентрирующий клиновой ГОСТ 24351-80 |
| 050 |
Сверлильная с ЧПУ |
Приспособление специальное |
090
100
|
Внутришлифовальная |
Патрон мембранный ГОСТ 16157-70 |
120
130
|
Хонинговальная |
Приспособление специальное
Патрон для крепления жестких хонинговальных головок;
Головка хонинговальная жесткая;
Головка хонинговальная для обработки глухих отверстий;
|
После выбора приспособлений получили следующее:
1. Приспособления обеспечивают материализацию теоретической схемы базирования на каждой операции.
2. Приспособления обеспечивают надежное закрепление заготовки при обработке, приспособления - быстродействующие
4.3 Выбор режущего инструмента
При выборе режущего инструмента будем руководствоваться следующими правилами:
1. Выбор инструментального материала определяется требованиями, с одной стороны максимальной стойкости, а с другой минимальной стоимости.
2. Следует отдавать предпочтение нормализованным и стандартным инструментам.
Выбор режущего инструмента будем производить в следующем порядке:
1. Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид режущего инструмента
2. Исходя из марки обрабатываемого материала его состояния и состояния поверхности, выбираем марку инструментального материала
3. Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части инструмент4. Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента
Данные по выбору режущего инструмента заносим в таблицу 4.3
Таблица 4.3
Выбор режущего инструмента
| № опера-ции |
Наименование операции |
ИМ |
Режущий инструмент |
| 1 |
2 |
3 |
5 |
10
|
Токарная черновая |
Т5К10 |
Резец расточной цельной со стальным хвостовиком для глухих отверстий ГОСТ 18063-72 |
| Резец проходной упорный отогнутый с углом в плане 90º с пластинами из твердого сплава ГОСТ 18879-73 |
| Резец расточной с углом в плане 90º с пластинами из твердого сплава по ГОСТ 10044-73 |
020
|
Токарная черновая |
Т5К10 |
Резец расточной с углом в плане 60º с пластинами из твердого сплава по ГОСТ 18882-73 |
| Т5К10 |
Резец проходной упорный отогнутый с углом в плане 90º с пластинами из твердого сплава ГОСТ 18879-73 |
| 030 |
Токарная |
Т15К6 |
Резец расточной цельной со стальным хвостовиком для глухих отверстий ГОСТ 18063-72 |
| Резец проходной упорный отогнутый с углом в плане 93º с пластинами из твердого сплава ГОСТ 18879-73 |
| Резец расточной с углом в плане 90º с пластинами из твердого сплава по ГОСТ 10044-73 |
| Резец вставка канавочный специальный |
| 040 |
Токарная |
Т15К6 |
Резец расточной с углом в плане 60º с пластинами из твердого сплава по ГОСТ 18882-73 |
| Резец проходной упорный отогнутый с углом в плане 93º с пластинами из твердого сплава ГОСТ 18879-73 |
| Резец вставка канавочный специальный К01-4112-000 |
| 050 |
Сверлильная |
Р6М5 |
Сверло спиральное центровочное с коническим хвостовиком для зацентровки под сверление Ø4,5 ОСТ 2420-5-80 |
| Р6М5 |
Сверло ступенчатое спиральное Ø4,5
ОСТ 2 И21-2-76
|
| Т14К8 |
Зенкер цельной с коническим хвостовиком Ø5,5 ГОСТ 21544-76 |
| Т5К6 |
Развертка машинная цельная Ø6 ГОСТ1672-80 |
| Р6М5 |
Сверло ступенчатое под резьбу М8
ОСТ 2И21-2-76
|
| Р18 |
Метчик М8×1,5-7Н ГОСТ 3266-81 |
090
100
|
Внутришлифо-вальная |
Круг шлифовальный ПП 30×35×10 2А16СМ28К5
Круг шлифовальный ПП 130×110×40 2А16СМ28К5
|
120
|
Хонинговальная |
Головка хонинговальная для обработки глухих отверстий
Алмазные бруски:
2768-0124-1-АСР 63/50-100-МС2 ГОСТ16606-71
|
| 130 |
Хонинговальная |
Головка хонинговальная жесткая
Алмазные бруски:
2768-0008-1-АСР - 63/50-100-МС2 ГОСТ16606-71
|
При выборе средств контроля будем, используя рекомендации [9,10] и руководствоваться следующими правилами:
1. Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако оправданное повышение точности ведет к резкому удорожанию.
2. Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Данные по выбору средств контроля заносим в таблицу 4.
Таблица 4.4
Выбор средств контроля
| Номер операции |
Наименование операции |
Средство контроля |
| 1 |
2 |
3 |
| 010 |
Токарная черновая |
Штангенциркуль ШЦ-III ГОСТ 166-80
Штангеглубиномер ШГ-160 ГОСТ162-80
|
| 020 |
Токарная черновая |
Штангенциркуль ШЦ-III ГОСТ 166-80 |
030
040
|
Токарная |
Штангенциркуль ШЦ-III ГОСТ 166-80
Штангеглубиномер ШГ-160 ГОСТ162-80
Микрометр МК-50 ГОСТ 6507-78
Калибр-пробка гладкий ГОСТ24853-81
|
| 050 |
Сверлильная с ЧПУ |
Калибры-пробки гладкие ГОСТ24853-81
Штангеглубиномер ШГ-160 ГОСТ162-80
Калибр - резьбовой ГОСТ24939-81
|
090
100
|
Внутришлифовальная |
Калибры-пробки гладкие ГОСТ24853-81
Датчик активного контроля БВ-4100
|
120
130
|
Хонинговальная |
Контроль отверстия бесконтактным пневмати-ческим устройством
Профилограф-профилометр А1 ГОСТ19299-73
|
| 150 |
Контрольное |
Профилограф-профилометр А1 ГОСТ19299-73,ППС-7, Биениемер Б-10М ТУ 2-034-216-85 |
Хромирование используютдля увеличения износостойкости, твердости, химической стойкости и прирабатываемоести без трения, обеспечения жидкостного трения, восстановления размеров изношенных деталей, а также для декоративных целей. Осадки хрома различают по внешнему виду и по физическим и механическим свойствам. Для улучшения адгезии с металлом и получения химически стойких покрытий наращивание хромом часто осуществляется с подслоями из других металлов.
Хромирование получило самое широкое распространение среди гальванических покрытий. Причиной такого быстрого и широкого распространения являются высокая химическая стойкость и износостойкость электролитического хрома. В процессе хромирования не нарушается структура металла изделия. Нанесенный слой хрома имеет высокую износостойкость (при толщине покрытия от10 до 400 мкм). Обработанная таким способом поверхность хорошо сопротивляется коррозии, воздействию высоких температур и органических кислот. Такое покрытие наносится на сталь, чугун, медь, латунь и другие металлы. Нанесенный хром имеет надежное сцепление с основным металлом детали.
Хромирование ведется в двух направлениях:
защитно-декоративное;
износостойкостное.
При защитно-декоративном хромировании
изделия перед нанесением хрома покрываются никелем или медью и никелем. Толщина слоя хрома при этом достигает 0,1-0,2 мкм. Таким образом, хромируют обычно блестящие части автомобилей, велосипедов, детали всевозможных приборов и др. Хромирование с целью повышения износостойкости детали, в отличие от защит - декоративного, производится непосредственно на поверхности, толщина слоя нанесенного хрома при этом достигает 0.15-0.20 мм. Для повышения сопротивления усталости хромированных деталей применяют высокотемпературный отпуск и наклеп поверхности перед хромированием.
Детали, покрытые хромом по условиям эксплуатации и режимам осаждения (придающим различные свойства эксплуатируемым покрытиям) могут бытьразделены на три условные группы.
В первую
группу включают детали, покрываемые хромом с целью восстановления размеров и создания прессовых плотных посадок. В качестве применения номенклатуры первой группы хромируемых деталей можноуказать: кольца шарико-роликоподшипников, втулки, вкладыши подшипников скольжения.
Вторая условная группа состоит из трущихся деталей, работающих при малых и средних удельных давлениях и окружных скоростях, при постоянной или переменной нагрузке. К таким деталям относятся валы, плунжеры цилиндры, поршни, мерительный инструмент.
К деталям третьей
группы могут быть отнесены детали, работающие при больших удельных давлениях и значительных знакопеременных нагрузках и требующие максимальной прочности сцепления слоя хрома с поверхностью деталей и вязкости осадков хрома.
В машиностроении износостойкому хромированию подвергаются не только детали, работающие в условиях динамических нагрузок (например, в автомобильной промышленности: ось шестерни, поршневые кольца двигателей, крестовина кардана и др.), но и детали, работающие без перемещения.
Хромированию подвергаются как малонагруженные, так и высоконагруженные детали, напряжения в которых циклически изменяются в течение рабочего процесса. При хромировании наблюдается понижение сопротивления усталости (до 22%), что объясняется большими растягивающими напряжениями, возникающими в слое хрома при его формировании в гальванической ванне. Однако спуск хромированных изделий несколько улучшает сопротивление усталости. Если по условиям эксплуатации детали подвергаются высоким циклическим меняющимся напряжениям, то необходимо учитывать, что при хромировании их также снижается сопротивление усталости, прочность, определяемая статическими нагрузками, при хромировании не изменяется. Прочность сцепления хромового слоя со сталью на отрыв больше прочности хромового слоя на разрыв.
Качество хромового покрытия в основном зависит от состава электролита, плотности тока, температуры и интенсивности перемешивания ванны. Изменяя указанные элементы технологического процесса и время осаждения, получают покрытия разной толщины с различными физико-механическими свойствами и равномерностью
Так как корпусу гидроцилиндра предъявляются требования повышенной прочности и высокого сопротивления износу, то целесообразно применить твердое износостойкое хромовое покрытие.
Износостойкие хромовые покрытия
наносятся для повышения износостойкости различных трущихся деталей, инструмента, покрытия деталей штампов и т.д., для восстановления размеров, изношенных или бракованных деталей. К этому виду покрытий относятся и так называемые "твердые" хромовые покрытия.
Но необходимо отметить, что в целом ряде случаев между твердостью и износостойкостью хромовых покрытий нет пропорциональной зависимости, так как износостойкость характеризуется также вязкостью и пластичностью покрытия и зависит от условий прирабатываемости, смазки и эксплуатации хромированных деталей. Наиболее эффективно хромирование при работе деталей с удельными нагрузками не более 250-300 МПа.
Износостойкие и твердые хромовые покрытия можно непосредственно осаждать на большинство черных и цветных металлов:
углеродистые стали (как закаленные, так и незакаленные);
малоуглеродистые стали с малым содержанием хрома и никеля;
большинство цветных металлов и их сплавов, на поверхводитьности которых имеются толстые оксидные пленки.
Твердое износостойкое хромирование
следует проводить в стандартном универсально разведенном электролите различной концентрации либо в саморегулирующемся.
Скорость протока электролита поддерживают в пределах 1,50 м/с при плотности тока 200-2000 А/м2
и соотношении между этими величинами от 1: 200 до 1: 40. При этом выход хрома по току составляет 45-60%, и более чем в 10 раз возрастает скорость осаждения хромового покрытия. Полученные по описанному способу осадки хрома имеют высокое качество и твердость 1050-1150 HV.
Перед хромированием изделия необходимо прогревать непосредственно в ванне для хромирования, а затем анодно декапировать в течение 0,5-1 мин при плотности тока 3500-4000 А/м2
. При хромировании изделий сложной формы следует на 1-2 мин
увеличить плотность тока в 2 раза.
Технологический процесс хромирования представлен в таблице 5.1.
Таблица 5.1. Технологический процесс хромирования
| Nº операции |
Nº перехода |
Наименование операции и перехода |
Наименование оборудовании |
Материал ванны |
Компоненты |
Содержание г/л |
Температура, с |
Плотность тога, А/м |
Продолжительность процесса, с |
Примечание
|
| I |
Очистка, мойка
и дефектация
деталей
|
Моечные
машины
|
Сталь
листовая
|
Специальные
составы
|
8090 |
1030 |
Полное удаление жи ров, масел, окалины, а также очистка отверстий и стенок.
Хромирование дета лей с трещинами не
допускается.
|
| II |
Механическая
обработка
(шлифование,
точение и т.п.)
|
Шлифовальный
другие
станки
|
Выполняется в
соответствии с
техническими
условиями
механическая
обработка перед
металлопокрытиями.
|
| II |
Обезжиривание в органических растворителях |
Аппаратиспаритель или ванна с
органическими растворителями
|
Сталь
листовая
|
Хладон,
лабомид101,лабомид203 и
другие
обезжиривающие
составы
|
320 |
После обезжиривания
детали сушатся на воздухе или в струе сжатого воздуха.
|
| IV |
1 |
Монтаж на
подвеску
|
Рабочий
стол, шкаф с набором
подвесок
|
Места деталей, не под
лежащих хромиро ванию, тщательно
изолируют. Конструкция подвески должна
исключать (или допускать минимальную) циркуляцию
электролита около мест, не подлежащих
хромированию
|
| 2 |
Обезжиривание венской
известью или
ее заменителями
|
Ванна для
обезжиривания,
волосяные щетки
|
Сталь
листовая
|
Венская
известь
или ее
заменители
|
Обезжиривание
производится
обезжиривающим
составом,
разведенным
водой до кашицеобразного состояния
|
3
|
Промывка
холодной
проточной водой
|
Ванна для
проточной воды
|
Сталь
листовая
с винипластовой облицовкой
|
1020 |
1520 |
Необходимо
промывать
детали до
полного
удаления следов
химического обезжиривания
|
| 4 |
Обезжиривание электрохимическое |
Ванна
электрохимического обезжиривания
|
Сталь
листовая
керамика
|
Едкий натрий,
углекислый
натрий тринатрий фосфат
Жидкое
стекло и
др. составы
|
510
3050
3050
15
|
7080
|
310
|
5030
|
Деталь является
катодом. Перед
окончанием про цесса обезжиривания
необходимо перейти от катодной к анодной обработке дета лей в течение 12мин
|
| 5 |
Промывка
горячей водой
|
Ванна с
горячей
водой
|
то же |
8090 |
2 |
1525 |
| 6 |
Промывка
холодной водой
|
Ванна с
проточной
водой
|
Сталь листовая с винипластовой облицовкой
|
1020 |
1520 |
| V |
1 |
Химическое травление |
Ванна для химического травления |
Винипласт, керамика, нержавеющая
сталь,
гуммированное
железо
|
Серная кислота Соляная кислота |
50
50
|
1620 |
около
30
30
|
| 2, 3 |
Промывка холодной водой в двух ваннах |
Ванны с проточной водой |
Сталь листовая с винипластовой
облицовкой
|
1020 |
1525 |
| VI |
1 |
Хромирование |
Ванна
хромирования
|
Сталь,
облицованная с винипластом,
диабазовыми
плитками
свинцом
или др
кислотостойкими мате риалами
|
Cr03
|
200
|
4555 |
20005500 |
9000 |
материал
анодов:
сплав свинецолово (Sn до 10%)
|
| 2 |
Промывка в
сборнике
электролита
|
Сборник
электролита
|
Сталь
листовая
с винипластовой
облицовкой, керамика
|
Вода
(лучше
дистиллированная)
|
1620 |
1530 |
Уровень воды в
ванне хромирования
поддерживается
постоянным за счет воды.
|
| 3 |
Промывка
холодной
проточной водой
|
Ванна с
проточной водой
|
Сталь
листовая
|
1020 |
1525 |
До полного
удаления следов
электролита.
|
| 4 |
Снятие деталей
с подвески
|
Рабочий
стол, шкаф для подвесок
|
| 5 |
Нейтрализация |
Ванна для
нейтрализации
|
Сода
кальцинированная
|
30 |
1620 |
3060 |
| 6 |
Промывка
холодной водой
проточной
|
Ванна с
проточной водой
|
Листовая
сталь
|
1020 |
1520 |
До полного удаления
Химикатов нейтрализующего состава
|
| 7 |
Промывка
горячей водой
|
Ванна с
горячей
водой
|
Сталь
листовая,
керамика
|
8090 |
1525 |
До полного удаления
химикатов из трудно доступных мест подвесок и деталей
|
| 8 |
Термическая
обработка
|
Сушильный шкаф или ванна с
маслом
|
Масло
"Вапор
|
150200 |
90120 |
В соответствии с техническими условиями
(действующими) для разных материалов
|
| 9 |
Контроль
качества
покрытия
|
Рабочий стол с
Набором инструментов и
приборов
|
В соответствии с техническими условиями на контроль качества
покрытий после хромирования
|
| VII |
1 |
Механическая обработка
(хонингование)
|
Вертикально-хонинговальный станок |
В соответствии с техническими условиями на механическую
обработку деталей после хромирования.
|
| VII |
Консервация |
Ванна для
консервирующих составов, рабочий стол
|
специальные
составы
|
Полное исключение
общей и местной
коррозии при хранении в соответствии с
техническими условиями.
|
Задача раздела - рассчитать такие режимы резания на операции технологического процесса, которые обеспечили бы заданный выпуск деталей требуемого качества с минимальными затратами.
Расчет режимов резания по эмпирическим зависимостям [9] произведем для двух операций технологического процесса 050-сверлильной и 100-шлифовальной для остальных операций технологического процесса расчет режимов резания выполним табличным способом, учитывая рекомендации [11]. Основное времени на операцию будем определять используя рекомендации [12, 10]
Общие исходные данные для всех операций ТП:
Деталь - корпус гидроцилиндра;
Материал - сталь 45Л ГОСТ 977-75;
Заготовка - отливка 10-5-12-10;
Расчетная длина рабочего хода инструмента (L) для токарных операций, определяется согласно рекомендаций [10, с.610] по формуле:
L=
l+
l1
+
l2 (
6.1)
где l - длина обрабатываемой поверхности, мм;
l1
- величина врезания инструмента, принимаем по табл.2 [10, с.610] l1
=3мм;
l2
- величина перебега инструмента, принимаем по табл.2 [10, с.610] l2
=2мм.
Операция 010 Токарная (черновая)
Оборудование - Токарно-винторезный станок 1А616;
Приспособление - Оправка цанговая 7112-1509 ГОСТ 12593-93
Исходные данные для расчета и сведем в табл.6.1.
Таблица 6.1.
Содержание
перехода
|
Расчетная длина рабочего хода инстру-мента-L, мм |
Глубина резания |
IT
|
RRa
|
Режущий инструмент
|
| переход 1: точить цилиндрич. пов.12 |
68,5
|
2
|
12
|
12,5
|
Резец расточной цельной со стальным хвостовиком для глухих отверстий ГОСТ 18063-72, Т5К10 |
| переход 2,3: подрезать торец 4,6,5; |
25
|
2
|
Резец проходной упорный отогнутый с углом в плане 90º ГОСТ 18879-73, |
| 37 |
Резец расточной с углом в плане 90º по ГОСТ 10044-73, Т5К10 |
По табл.28 [9] с учетом исходных данных определяем табличное значение подачи Sот
, мм/об.: Sот
=0,6мм/об.
Подача на оборот:
Sо
=
SОт
×К
Sо
, (6.2)
где SОт
-
табличная подача на оборот, SО
T
= 0,6 мм/об
;
К
Sо
- общий поправочный коэффициент на подачу:
К
Sо
= К
Sп
×К
Sи
×
KS
ф
×
KS
з
×
KS
ж
×
KS
м
, (6.3)
где К
Sп
- коэффициент, учитывающий состояние обрабатываемой поверхности (корка), по табл.30 [11] принимаем К
Sп
= 0,8
;
К
Sи
- коэффициент, учитывающий материал инструмента, по табл.30 [11] принимаем К
Sи
= 1,0
;
KS
ф
- коэффициент, учитывающий форму обрабатываемой поверхности, по табл.30 [11] принимаем К
Sф
= 1,0
;
KS
з
- коэффициент, учитывающий влияние закалки, принимаем равным 1,0
KS
ж
- коэффициент, учитывающий жесткость технологической системы, по табл.30 [11] принимаем К
Sж
=0,95 (переход1), К
Sж
=1 (переход2);
KS
м
- коэффициент, учитывающий материал обрабатываемой детали, по табл.30 [11] принимаем К
Sм
= 1,07
;
Sо1
= 0,6
×0,8
×1,0
×1,0
×1,0
×0,95
×1,07 = 0,49
мм/об
.
Sо2,3
= 0,6
×0,8
×1,0
×1,0
×1,0
×1,0
×1,07 = 0,51
мм/об
Скорость резания определяем по формуле:
V =
Vт
×
Kv
, (6.4)
где Vт
- табличное значение скорости резания, по табл.36 [11] принимаем в зависимости от Sо
:
Vт
= 171 м/мин (переход1),
Vт
= 171 м/мин (переход2,3);
KV
- общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kv
=
KV
м
×
KV
и
×
KVm
×
KV
ж
×
KV
п
×
KV
о
×
KVφ
, (6.5)
где К
Vм
- коэффициент обрабатываемости материала, по табл.37 [11] принимаем К
Vм
= 0,65
;
К
Vи
- коэффициент, учитывающий материал инструмента, по табл.37 [11] принимаем К
Vи
= 0,81
;
KVm
- коэффициент, учитывающий вид обработки, по табл.37 [11] принимаем К
Vm
= 1,0
;
KV
ж
- коэффициент, учитывающий жесткость технологической системы, по табл.35 [11] принимаем К
Vж1
= 0,8 (переход1);
К
Vж2,3
= 1,2 (переход1);
KV
п
- коэффициент, учитывающий состояние обрабатываемой поверхности, по табл.35 [11] принимаем К
Vп
= 0,85
;
KV
о
- коэффициент, учитывающий влияние СОЖ, К
Vо
= 1,0
;
KVφ
- коэффициент, учитывающий влияние угла в плане, по табл.35 [11] принимаем KVφ
=0,81.
V1
= 171
× 0,65
×0,81
×1,0 0,8
×0,85
×1,0
×0,81= 50 м/мин;
V2,3
= 171
× 0,65
×0,81
×1,0
×1,2
×0,85
×0,81 = 74 м/мин,
Частоту вращения шпинделя определяем по формуле:
 , ,  (6.6) (6.6)
где V
- скорость резания;
d
- диаметр заготовки (инструмента);
n1
= 1000
×50/3,14
×144,8= 110 об/мин
.
n2
= 1000
×74/3,14
×50 = 471 об/мин
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф
= 200об/ми
.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле:
Vф
= π·
d·
n/1000, м/мин
; (6.7)
Vф1
= 3,14·144,8·200/1000 = 91 м/мин;
Проверим правильность выбранных режимов резания по мощности привода главного движения станка по формуле:
N =
NT
· (
Vф
/
V·)
KN
, кВт (
6.8)
где KN
- коэффициент, учитывающий мощность резания, KN
= 0,60;
NT
- табличное значение мощности резания определяемое по карте [9], оно составляет NT
= 3,6 кВт
для всех обрабатываемых поверхностей.
Определим мощность резания переходов 1, 2, 3:
N1
=3,6· (91 /50) ·0,6=3,93 кВт;
N2,3
=3,6·31 /74 ·0,6=1,5
кВт.
Полученные значения мощности резания не должны превышать значения мощности резания станка указанной в паспортных данных умноженное на коэффициент полезного действия (КПД) оборудования, то есть N ≤
Nпаспорт
·η
, где η = 0,8
; Nпаспорт
= 6 кВт
. Из полученных значений видно, что мощности резания не выходят из установленных пределов, поэтому условие резания выполняется
Расчет основного времени на операцию 010.
Основное технологическое время - время, в течение которого происходит непосредственное воздействие инструмента на заготовку и изменение ее состояния. При станочной обработке определяется по формуле:
 (6.9) (6.9)
где Lр. х.
- длина рабочего хода, мм (
см. табл.6.1);
i
- число рабочих ходов;
Sо
-подача на оборот шпинделя, мм/об
.
Подставив исходные данные в формулу (6.9), получим:
переход 1:  ; ;
переход 2: 
переход 3: 
Итого основное время на операцию 010:
То
= Т1
+Т1,2
=1,37+0,3+0,3=1,97 мин.
Операция 020 Токарная (черновая).
Оборудование - Токарно-винторезный станок 1А616;
Приспособление - Патрон 3-х кулачковый самоцентрирующий клиновой ГОСТ 24351-80
Исходные данные для расчета и сведем в табл.6.2.
Таблица 6.2.
Содержание
перехода
|
Расчетная длина рабочего хода инструмента-L, мм |
Глубина резания |
IT |
RRa |
Режущий инструмент |
| переход 1: точить ци-линдрическую пов.13 |
36
|
2
|
12
|
12,5
|
Резец расточной с углом в плане 60º ГОСТ 18882-73, Т5К10 |
| переход 2: подрезать торцы пов.1; |
42 |
1,5 |
Резец проходной упорный отогнутый с углом в плане 90º с ГОСТ 18879-73, Т5К10 |
По табл.28 [9] с учетом исходных данных определяем табличное значение подачи
Sот
, мм/об.: Sот
=0,6мм/об.
Подачу на оборот вычисляем по формуле (6.2);
Общий поправочный коэффициент на подачу К
Sо
, вычисляем по формуле (6.3):
К
Sп
- коэффициент, учитывающий состояние обрабатываемой поверхности (корка), по табл.30 [11] принимаем К
Sп
= 0,8
;
К
Sи
- коэффициент, учитывающий материал инструмента, по табл.30 [11] принимаем К
Sи
= 1,0
;
KS
ф
- коэффициент, учитывающий форму обрабатываемой поверхности, по табл.30 [11] принимаем К
Sф
= 1,0
;
KS
з
- коэффициент, учитывающий влияние закалки, принимаем равным 1,0
KS
ж
- коэффициент, учитывающий жесткость технологической системы, по табл.30 [11] принимаем К
Sж
=0,5 (переход1), К
Sж
=0,85 (переход2);
KS
м
- коэффициент, учитывающий материал обрабатываемой детали, по табл.30 [11] принимаем К
Sм
= 1,07
;
Sо1
= 0,6*0,8*1,0**1,0*1,07*0,5*1,0=0,26 мм/об
.
Sо2
= 0,6
×0*0,8*1,0**1,0*1,07*0,85*1,0=0,43
мм/об
Скорость резания определяем по формуле (6.4):
Vт
- табличное значение скорости резания, по табл.36 [11] принимаем в зависимости от
Sо
:
Vт
= 228 м/мин (переход1),
Vт
= 200 м/мин (переход2);
KV
- общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, рассчитывается по формуле (6.5):
К
Vм
= 0,65
, табл.37 [11], К
Vи
= 0,81
, табл.37 [11]
К
Vm
= 1,0
; табл.37 [11]
К
Vж1
= 0,6 (переход1);
К
Vж2
= 1,2 (переход2);
табл.35 [11]
К
Vп
= 0,85
; табл.35 [11], К
Vо
= 1,0
;
KVφ
=0,92 (переход1);
KVφ
=0,81 (переход1),
табл.35 [11]
V1
= 228*0,65*0,81*1,0*0,6*0,85*1,0*0,92= 60 м/мин;
V2,3
= 200*0,65*0,81*1,0*1,2*0,85*1,0*0,81= 87 м/мин,
Частоту вращения шпинделя определяем по формуле (6.6):
n1
= 1000
×60/3,14
×39,315= 486 об/мин
.
n2
= 1000
×87/3,14
× (108-39) = 401,5 об/мин
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф
= 450об/ми
. Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.7):
Vф1
= 3,14·39,315*450/1000 = 56 м/мин;
Vф2
= 3,14
× (108-39) *450/1000 = 92 м/мин;
Проверим правильность выбранных режимов резания по мощности привода главного движения станка по формуле (6.8), KN
= 0,60; NT
= 3,6 кВт
Определим мощность резания переходов 1, 2:
N1
=3,6· (56 /60) ·0,6=2.02 кВт;
N2,3
=3,6· (92 /87) ·0,6=2.3
кВт.
Полученные значения мощности резания не должны превышать значения мощности резания станка указанной в паспортных данных умноженное на коэффициент полезного действия (КПД) оборудования, то есть N ≤
Nпаспорт
·η
, где η = 0,8
; Nпаспорт
= 6 кВт
. Из полученных значений видно, что мощности резания не выходят из установленных пределов, поэтому условие резания выполняется
Расчет основного времени на операцию 020
Подставив исходные данные в формулу (6.9), получим:
переход 1:  ; ;
переход 2: 
Итого основное время на операцию 020:
То
= Т1
+Т1,2
=0,31+0,22=0,53 мин.
Аналогично, при помощи рекомендаций [11], определим режимы на 030 токарную операцию
, результаты расчетов сведем в таблицу 6.6.
Операция 040 Токарная (чистовая)
Оборудование - Токарно-винторезный станок16Б16П;
Приспособление - Патрон 3-х кулачковый самоцентрирующий клиновой ГОСТ 24351-80
Исходные данные для расчета и сведем в табл.6.3.
Таблица 6.3.
Содержание
перехода
|
Расчетная длина рабочего хода инструмента-L, мм |
Глубина резания |
IT
|
RRa
|
Режущий инструмент
|
| переход 1: точить цилиндрическую пов.13; фаски 2×45º. |
34
|
0,27 |
9
|
2,5
|
Резец расточной с углом в плане 60º ГОСТ 18882-73, Т15К6 |
| переход 2: подрезать торец 1 |
40 |
0,9 |
Резец проходной упорный отогнутый с углом в плане 90º ГОСТ 18879-73, Т15К6 |
| переход 3: точить канавку пов. 20,21,22 |
6 |
4 |
Резец канавочный специальный К01-4112-000, Т15К6 |
По табл.28 [11] с учетом исходных данных определяем табличное значение подачи Sот
, мм/об.: Sот
=0,19 мм/об.
Подачу на оборот вычисляем по формуле (6.2);
Общий поправочный коэффициент на подачу К
Sо
, вычисляем по формуле (6.3):
К
Sп
= 1,0 -
табл.30 [9] ;
К
Sи
= 1,0
- по табл.30 [9] ;
К
Sф1,2
= 1,0
; К
Sф32
= 0,7
KS
з
=1,0
К
Sж
=0,5 (переход1,3), К
Sж
=0,85 (переход2);
К
Sм
= 1,07
;
Sо1
= 0, 19*1,0*1,0*1,0*1,0*0,5*1,07=0,1 мм/об
.
Sо2
= 0, 19*1,0*1,0*0,7*1,0*0,85*1,07=0,12
мм/об
Sо3
= 0, 19*1,0*1,0*1,0*1,0*0,5*1,07=0,1 мм/об
.
Скорость резания определяем по формуле (6.4):
Vт
- табличное значение скорости резания, по табл.36 [11] принимаем в зависимости от Sо
:
Vт
= 340м/мин (переход1),
Vт
= 250м/мин (переход2);
Vт
= 240м/мин (переход3);
KV
- общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, рассчитывается по формуле (6.5):
К
Vм
= 1,0
, табл.37 [11]
К
Vи
= 1,0
, табл.37 [11]
К
Vm
= 1,0
; К
Vm
= 0,6 (переход1,3);
табл.37 [11]
К
Vж1
= 0,5 (переход1,3);
К
Vж2
= 0,9 (переход2);
табл.37 [11]
К
Vп
= 1,0
; табл.37 [11]
К
Vо
= 1,0
;
KVφ
=0,92 (переход1);
KVφ
=0,81 (переход1),
табл.37 [11]
V1
= 340*1,0*1,0*0,6*0,5*1,0*1,0*0,81= 94 м/мин;
V2
= 250*1,0*1,0*1,0**0,9*1,0*1,0*0,92= 207 м/мин,
V3
= 240*1,0*1,0*0,6*0,5*1,0*1,0*1,0=72 м/мин
Частоту вращения шпинделя определяем по формуле (6.6):
n1
= 1000
×94/3,14
×39,8= 752 об/мин
.
n2
= 1000
×207/3,14
× (108-39) = 955 об/мин
n3
= 1000
×72/3,14
×48= 478 об/мин
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф
= 700об/ми
.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.7):
Vф1
= 3,14·39,8*700/1000 = 90 м/мин;
Vф2
= 3,14
× (108-39,8) *700/1000 = 110 м/мин;
nф2
= 500об/ми
.
Vф3
= 3,14·48*500/1000 = 74 м/мин;
Проверим правильность выбранных режимов резания по мощности привода главного движения станка по формуле (6.8), KN
= 0,60; NT
= 3,6 кВт
Определим мощность резания переходов 1, 2,3:
N1
=3,6· (94 /90) ·0,6=2.25 кВт;
N2
=3,6· (207 /110) ·0,6=5,3 кВт;
N3
=3,6· (72 /74) ·0,6=2,1кВт.
Полученные значения мощности резания не должны превышать значения мощности резания станка указанной в паспортных данных умноженное на коэффициент полезного действия (КПД) оборудования, то есть N ≤
Nпаспорт
·η
, где η = 0,8
; Nпаспорт
= 8 кВт
. Из полученных значений видно, что мощности резания не выходят из установленных пределов, поэтому условие резания выполняется. Расчет основного времени на операцию 040.
Подставив исходные данные в формулу (6.9), получим:
переход 1:  ; ;
переход 2: 
переход 3: 
Итого основное время на операцию 040: То
= Т1
+Т3,2
=0,5+0,5+0,4=1,4 мин
Операция 050 Сверлильная
Оборудование - вертикально-сверлильный станок с ЧПУ 2Р123Ф2;
Приспособление - приспособление специальное;
Исходные данные для расчета и сведем в табл.6.4.
Таблица 6.4.
Содержание
перехода
|
Расчетная длина рабочего хода инстру-мента-L, мм |
Глубина резания |
IT
|
Ra
|
Режущий инструмент
|
переход 1:
засверлить
|
5 |
2,25
|
_ |
_ |
Сверло спиральное для зацентровки под сверление Ø4,5
ОСТ 2 И21-2-76, Р6М5
|
переход 2
сверлить 3 отв. пов.10
|
20
|
2,25 |
12 |
12,5 |
Сверло ступенчатое Ø4,5 ОСТ 2 И21-2-76, Р6М5 |
переход 3
зенкеровать 3 отв. пов.10
|
20 |
0,5 |
9 |
6,3 |
Зенкер цельной Ø5,5
ГОСТ 21544-76, 14К8
|
переход 4
развернуть 3 отв. пов.10
|
20
|
0,25 |
7 |
2,5 |
Развертка цельная Ø 6 ГОСТ 1672-80 |
переход 5
сверлить 3 отв. пов.11
|
20
|
3,2 |
12 |
12,5 |
Сверло ступенчатое Ø6,4 ОСТ 2 И21-2-76, Р6М5 |
переход 5
нарезать резьбу в 3-х отв.11
|
20
|
- |
7 ст. |
2,5 |
Метчик М8-7Н
ГОСТ 3266-81, Р18
|
Расчет режимов произведем по методике изложенной в с.273 [12].
По табл.25,26,27 [9] в зависимости от исходных данных выбираем подачи при сверлении, зенкеровании, развертывании:
переход 1-S=0.15 мм/об;
переход 2-S=0,15 мм/об - табл.25 [12] ;
переход 3-S=0.6 мм/об; табл.26 [12] ;
переход 4-S=0.6 мм/об - табл.27 [12] ;
переход 5-S=0.15 мм/об - табл.25 [12] ;
Скорость резания по формуле при сверлении V, м/мин:
 , (6.10а) , (6.10а)
Скорость резания по формуле при зенкеровании и развертывании V, /мин:
 , (6.10б) , (6.10б)
Скорость резания по формуле при нарезании резьбы метчиком V, м/мин:
 , (6.10в) , (6.10в)
где С
V
, m
, x
,y
- коэффициент и показатели степени при обработке сверлами, зенкерами, нарезании резьбы метчиком, принимаем по табл.49,29 [9] ;
T
- стойкость инструмента, мин - принимаем T1
=25 мин,
T2
=25 мин,
T3
=30 мин,
T4
=20 мин,
T5
=25 мин,
T6
=90 мин.
t
- глубина резания, мм (см. табл.6.5);
S
- подача на оборот шпинделя, мм/об;
 , (6.11) , (6.11)
где KMV
-коэффициент, учитывающий влияние материала заготовки, табл.1; Kи
V
-коэффициент, учитывающий материал инструмента, табл.6 [9]; KlV
-коэффициент, учитывающий глубину сверления, по табл.31 [9]; Для нарезания резьбы метчиком:
КV
= КMr·
Кис·
Кс
r
. (6.12)
где КM
-коэффициент, учитывающий материала заготовки, по табл.1 [9];
Кис
-коэффициент, учитывающий материал инструмента, по табл.6 [9] ;
Кс
r
-коэффициент, учитывающий способ нарезания резьбы.
переход 1 - СV
=7; q=0,40; y=0,70; m=0.2,KV
=0,72
переход 2 - СV
=7; q=0,40; y=0,70; m=0.2,KV
=0,72
;
переход 3 - СV
=18; x=0,2; y=0.3; m=0.25, q=0,6; KV
=0,6
;
переход 4 - СV
=100,6; q=0.3; y=0.65; m=0.4,KV
=0,6
;
переход 5 - СV
=7; q=0,40; y=0,70; m=0.2,KV
=0,72
;
переход 6 - СV
=64,8; q=1,2,y=0.50; m=0.9,KV
=0,9
.
Подставив исходные данные и определенные значения в формулу (6.10а, 6.10б, 6.10в), определим при помощи программы MicrosoftExcel скорости резания для всех технологических переходов операции 050, получим:
переход 1- ; ;
переход 2-;
переход 3 -  ; ;
переход 4 -  ; ;
переход 5 -  ; ;
переход 6 -  . .
Частота вращения шпинделя:
переход 1 - n1
= 1000
×18,23/3,14
×4,5= 1290 об/мин;
переход 2 - n1
= 1000
×18,23/3,14
×4,5= 1290 об/мин;;
переход 3 - n1
= 1000
×21/3,14
×5,5= 1216 об/мин;;
переход 4 - n1
= 1000
×53,4/3,14
×6= 2835 об/мин;;
переход 5 - n1
= 1000
×16,8/3,14
×6,4= 836 3об/мин;;
переход 6 - n1
= 1000
×13,4/3,14
×8= 534 об/мин.
.
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф
= 1650 об/мин
.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.7):
переход 1 - Vф
= 3,14·4,5·1650/1000 = 23,3 м/мин;
переход 2 - Vф
= 3,14·4,5·1650/1000 = 23,3 м/мин;
переход 3 - Vф
= 3,14·5,5·1650/1000 = 29 м/мин;
переход 4 - Vф
= 3,14·6·1650/1000 = 31,1 м/мин;
переход 5 - Vф
= 3,14·6,4·1650/1000 = 33,2 м/мин;
переход 6 - Vф
= 3,14·8·1650/1000 = 41 м/ми.
Расчет основного времени на операцию 050
Основное технологическое время определяем по формуле (6.9):
переход 1 -  ; ;
переход 2-
переход 3 - 
переход 4-
переход 5-
переход 6-
Итого основное время на операцию 050:
То
=0,077+0,242+0,06+0,06+0,242+0,025=0,706 мин.
Операция 100 Шлифовальная
Оборудование - Внутришлифовальный станок 3А227А;
Приспособление - Патрон мембранный ГОСТ 16157-70;
Исходные данные для расчета и сведем в табл.6.5.
Таблица 6.5
Содержание
перехода
|
Lрх
, мм |
t |
IT |
Ra |
Режущий инструмент |
| Шлифовать отверстие пов.13 |
35 |
0,142
(2хо-д, т.е.0,071)
|
7 |
0,8 |
Круг шлифовальный ПП 30×35×10 2А16СМ28К5 |
Радиальная подача:
SВ
=
SВт
×К
SВ
, (6.13)
Продольная подача:
St
=St
т
×К
St
, (6.14)
KSB
(KSt
) = KM
×
KD
×
KT
×
KV
к
×
Kh
×
KlT
,
(6.15)
где SВт
- табличное значение радиальной подачи;
St
т
- табличное значение продольной подачи;
Kм
- коэффициент, учитывающий материал обрабатываемой детали; Км
= 1,0
;
К
D
- коэффициент, учитывающий диаметр шлифовального круга, К
D
= 1,0;
KT
- коэффициент, учитывающий стойкость круга KT
= 0,74;
KV
к
- коэффициент, учитывающий скорость круга, KV
к
= 1,0;
Kh
- коэффициент, учитывающий припуск на обработку, Kh
=1,16;
KlT
- коэффициент, учитывающий точность обработки, KlT
= 0,75;
KSB
(
KSB
)
= 1,0×1,0×0,74×1,0×1,16×0,75 ×0,75=0,64
SВ
=0,0075×0,64=0,005 мм/об. St
=0,0011×0,64=0,0007 мм/об.
Скорость резания: V
= 30 м/с.
Частота вращения шпинделя: n
= 1000 об/мин.
Расчет основного времени на операцию 100.
Основное технологическое время определяем согласно рекомендациям [13] по формуле:
TO
= 1,8·D·L·10-3
, мин (6.16)
где D-обрабатываемый диаметр, D=40 мм;
L - длина обрабатываемой поверхности, L=30+2+3=35 мм
TO
= 1,8·40·35·10-3
=3,5 мин;
Аналогично, при помощи рекомендаций [9], определим режимы на 090 шлифовальную
операцию, результаты расчетов сведем в таблицу 6.6.
Операция 130 Хонинговальная.
Режим обработки при хонинговании включает совокупность отдельных параметров, основными из которых являются: окружная скорость вращения хонинговальной головки (Vок
), скорость возвратно-поступательного движения головки (Vвп
), соотношение между ними (λ), радиальная подача брусков (Sр
) и состав СОЖ.
Согласно рекомендациям [16], определим выше перечисленные параметры:
Так как 2t=0,042 мм, то применяем двукратное хонингование на станке 3К84.
1 ход: Vок
=60м/мин 1 ход: Vок
=40 м/мин
Vвп
=18 м/мин Vвп
=10 м/мин
λ=3,3 λ=3,3
Sр
=1,7 мкм Sр
=0,4 мкм
2t= 3,4 мкм 2t= 0,8 мкм
Аналогично, при помощи рекомендаций [16], определим режимы хонингования на 120 хонинговальную
операцию, результаты занесем в табл.6.6.
Составим сводную таблицу режимов резания по всем операциям технологического процесса:
Таблица 6.6.
Сводная таблица по режимам резания
№
|
Название
операции
|
№ переход |
Глубина резания
t
, мм
|
Подача на оборот So, мм/об
|
Скорость резания V, м/мин
|
Частота вращения шпинделя n, об/мин
|
| 010 |
Токарная |
1 |
2 |
0,49 |
91 |
200 |
| 2,3 |
2 |
0,51 |
31 |
200 |
200
|
Токарная
|
1 |
2 |
0,26 |
56 |
450 |
| 2 |
1,5 |
0,43 |
92 |
450 |
| 030 |
Токарня
|
1 |
0,4 |
0,12 |
118 |
250 |
| 2 |
0,9 |
0,12 |
100 |
250 |
| 3 |
0,5 |
0,1 |
55 |
125 |
| 040 |
Токарная |
1 |
0,27 |
0,1 |
90 |
800 |
| 2 |
0,9 |
0,12 |
110 |
800 |
| 3 |
4 |
0,1 |
74 |
500 |
| 050 |
Сверлиль-ная с ЧПУ |
1 |
2,25 |
0,15 |
23,3 |
1650 |
| 2 |
2,25 |
0,15 |
23,3 |
1650 |
| 3 |
0,5 |
0,6 |
29 |
1650 |
| 4 |
0,25 |
0,6 |
31,1 |
1650 |
| 5 |
3,2 |
0,15 |
33,2 |
1650 |
| 6 |
- |
1,5 |
41 |
1650 |
| 100 |
Шлифовальная |
0,14 |
0,0007 |
30 |
1000 |
| 130 |
Хонинговальная |
3,4мкм
0,8мкм
|
1,7 мкм
0,4 мкм
|
1) Vок
=60
Vвп
=18
2) Vок
=40
Vвп
=10
|
480
320
|
| 120 |
Хонингова-льная |
3,4мкм
0,8мкм
|
1,7 мкм
0,4 мкм
|
1) Vок
=80
Vвп
=25
2) Vок
=50
Vвп
=16
|
170
100
|
Технологический процесс изготовления изделия должен выполняться с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и наименьшей себестоимости изделий. Для того чтобы оценить затраты времени, необходимо вести нормирование техпроцесса, т.е. иметь данные по нормам времени. Такими нормами могут быть только технически обоснованные нормы времени - установленные для определенных организационно-технических условий на выполнение части технологического процесса, исходя из полного и рационального использования технических возможностей средств технологического оснащения и с учетом передового производственного опыта.
При нормировании ТП изготовления детали воспользуемся аналитически-расчетным методом. Он предусматривает определение затрат времени на каждый элемент операции и на операцию в целом по заранее установленным, технически обоснованным нормативам времени и оптимальным режимам работы оборудования.
В серийном производстве, когда обработка идет периодически повторяющимися партиями, за норму времени принимают штучно-калькуляционное время:
 (6.17) (6.17)
где тпз
- подготовительно-заключительное время, мин; n-объем партии запуска заготовок, n=15000/278=5 шт; тшт
- штучное время, мин.
 (6.18) (6.18)
где то
- основное технологическое время, мин;
тв
- вспомогательное время, мин;
тоб
- время обслуживания, мин;
тпер
- время перерывов в работе, мин.
основное технологическое время - время, в течение которого происходит непосредственное воздействие инструмента на заготовку и изменение ее состояния. при станочной обработке то
, определяем по формуле (6.1).
 (6.19) (6.19)
где l
- длина обрабатываемого участка, мм
;
lвр
- длина участка врезаемого инструмента, мм
;
lпер
- длина участка перебега инструмента, мм
.
Сумма основного и вспомогательного времени составляет оперативное время:
 (6.20) (6.20)
При расчете основного технологического времени воспользуемся данными, определенными в п.6.1. (То
), вспомогательное, время обслуживания, время перерывов, подготовительно-заключительное время назначаем по [12]. Штучно-калькуляционное время рассчитываем только на отдельные операции.
Учитывая учебный характер проектирования Тшт-к
определим используя рекомендации [13] по формуле:
Тшт-к
= φ ·То,
мин (6.21)
где φ - поправочный коэффициент на тип производства, определяется по [13] стр.147.
Основное технологическое То
время было рассчитано в п.6.1., сведем результаты расчетов в табл.6.7.
Таблица 6.7.
Технические нормы времени
| № |
Наименование
операции
|
Основное
время То
, мин
|
Значения коэффициента φ |
Штучно-калькуляционное время Тштк
|
| 010 |
Токарная |
0,73 |
3,25 |
2,4 |
| 020 |
Токарная |
0,53 |
3,25 |
1,7 |
| 030 |
Токарная |
2,16 |
3,25 |
7,02 |
| 040 |
Токарная |
1,4 |
3,25 |
4,55 |
| 050 |
Сверлильная с ЧПУ |
0,706 |
2,72 |
1,92 |
| 090 |
Шлифовальная |
3 |
2,10 |
6,3 |
| 100 |
Шлифовальная |
2,5 |
2,10 |
5,25 |
| 120 |
Хонинговальная |
1,5 |
2,10 |
3,15 |
| 130 |
Хонинговальная |
1,2 |
2,10 |
2,52 |
Произведем описание конструкции и расчет токарного 3-х кулачкового самоцентрирующего патрона для обработки детали на 020 токарной операции.
Операционный эскиз
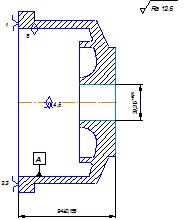
Рис.7.1.
Вид и материал заготовки - отливка, сталь 45Л ГОСТ 977-75, твердость
НВ 215±2.
Вид обработки - черновая. Обработка ведется в 2 перехода. Материал и геометрия режущей части резца:
переход 1- резец расточной с φ= 60º с пластинами из твердого сплава по ГОСТ 18882-73, Т5К10;
переход 2 - резец проходной упорный отогнутый с φ= 90º с пластинами из твердого сплава по ГОСТ 18879-73, Т5К10.
Режимы резания (см. п.6.1):
переход 1 - глубина t=2 мм, подача S= 0,26 мм/об, скорость рез. V=56 м/мин;
переход 2 - глубина t=1,5 мм, подача S= 0,43 мм/об, скорость рез. V=92 м/мин.
Тип приспособления - одноместное универсальное наладочное (УНП) со сменными обратными кулачками.
Металлообрабатывающий станок - 1А616 (наибольший диаметр патрона - 320 мм, внутренний конус шпинделя - Морзе 6 [10], основные размеры концов шпинделя по ГОСТ 12595-72 [10].
Расчет сил резания выполним по методике изложенной в [11]. Расчет ведем по наиболее нагруженному первому переходу.
При наружном продольном и поперечном точении, а также растачивании составляющие РZ
, PY
,
Pх
силы резания рассчитываются по формуле:
 , Н (7.1) , Н (7.1)
где CP
, x, y, n- постоянная и показатели степени для конкретных условий обработки;
t - глубина резания, мм;
S - подача на оборот, мм/об;
V - скорость резания, м/мин;
n - частота вращения шпинделя, об/мин.
При обработке стали резцом из твердого сплава значения коэффициента Ср
и показателей степени в формулах силы резания при точении для сил РZ
, PY
, Pх
составят:
для РZ
: CP
= 300; x= 1,0; y= 0,75; n= - 0,15 [9] ;
для Ру
: CP
= 243; x= 0,9; y= 0,6; n= - 0,3 [9] ;
для Рх
: CP
= 339; x= 1,0; y= 0,5; n= - 0,4 [9].
Поправочный коэффициент KP
представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания.
 , (7.2) , (7.2)
где КМ
P
- поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости:
 , (7.2.1) , (7.2.1)
где НВ - твердость;
n - показатель степени; n = 0,75 [9]
Тогда: 
Кj
p
, Кg
p
, Кlр
, Кrр
- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания:
для РZ
: Кjр
=0,94; Кgр
=1,1; Кlр
=1,0; Кrр
=0,93 [9] ;
для Ру
: Кjр
=0,77; Кgр
=1,4; Кlр
=1,25; Кrр
=0,82 [9].
для Рх
: Кjр
=1,11; Кgр
=1,1; Кlр
=0,85; Кrр
=1,0 [9] ;
Подставив исходные данные в формулу (7.2) получим:
КPZ
=0,792×0,94×1,1×1,0×0,93= 0,762;
КPу
=0,792×0,77×1,4×1,25×0,82= 0,875;
КPХ
=0,792×1,11×1,1×0,85×1,0= 0,822.
Подставив исходные данные в формулу (7.1) получим:
PZ
= 10×300×21,0
×0,260,75
×56-0,15
×0,762 = 910,14 Н;
Pу
= 10×243×2,0,9
×0,260,6
×56-0,3
×0,875 = 528,53 Н;
PХ
=10
×339×21,0
×0,260,5
×56-0,4
×0,822= 567,95
В процессе обработки на заготовку воздействует система сил. С одной стороны действует сила резания, которая стремиться вырвать заготовку из кулачков, с другой стороны сила зажима, препятствующая этому. Из условия равновесия моментов данных сил и с учетом коэффициента запаса определяем необходимое усилие зажима.
Схема закрепления заготовки представлена на рисунке 7.2.
Схема закрепления заготовки
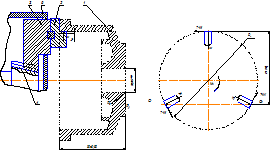
1-заготовка; 4-зажимной механизм (клиновый); 2-кулачок сменный; 3-кулачок постоянный; 5-корпус.
Рис.7.2.
Суммарный крутящий момент от касательной составляющей силы резания стремиться провернуть заготовку в кулачках и равен:
 , (7.3) , (7.3)
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
 , (7.4) , (7.4)
где W - суммарное усилие зажима приходящееся на три кулачка, Н;
f - коэффициент трения на рабочей поверхности сменного кулачка, f=0,3;
D1
- диаметр обрабатываемой поверхности, мм; d1
= 39,315 мм.
D2
- диаметр зажимаемой поверхности, мм; d2
= 146 мм.
Из равенства моментов МР
и МЗ
определим необходимое усилие зажима, препятствующее провороту заготовки в кулачках.
 (7.5) (7.5)
где К - коэффициент запаса;
PZ
- тангенциальная составляющая силы резания, Н;
Значение коэффициента запаса К, в зависимости от конкретных условий выполнения технологической операции, определяется по формуле [9, c.382]:
K = К0
×К1
×К2
×К3
×К4
×К5
×К6
, (7.6)
где K0
- гарантированный коэффициент запаса;
K0
=1,5 [9, c.382] ;
K1
- коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на обрабатываемых поверхностях заготовки;
K1
=1,2 - при черновой обработке [9,c.382] ;
K2
- коэффициент, учитывающий увеличение силы резания вследствие затупления режущего инструмента;
K2
=1,0 - при черновой обработке чугуна для PZ
[9,c.383] ;
K2
=1,4 - при черновой обработке чугуна для Pу
[9,c.383] ;
K3
- коэффициент, учитывающий увеличение силы резания при прерывистом резании;
K3
=1,2 [9,c.383] ;
K4
- коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом;
K4
= 1,0 - для механизированных приводов [9,c.383] ;
K5
- коэффициент, характеризующий эргономику немеханизированного зажимного механизма;
K5
= 1,0 - для механизированных приводов [9,c.383] ;
K6
- коэффициент, учитывающийся только при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью;
K6
= 1,0 [9,c.384].
Подставив исходные данные в формулу (7.6) получим:
Кz
=1,5×1,2×1,0×1,2×1,0×1,0×1,0 = 2,16;
Кy
=1,5×1,2×1,4×1,2×1,0×1,0×1,0 = 3,024.
Если К<2,5, то по рекомендациям [9,c.384] принимаем К=2,5.
Подставив исходные данные в формулу (7.5) получим:
  Н. Н.
Сила Ру
стремиться вывернуть заготовку из кулачков относительно оси ОО1 (
см. рис.7.1) создавая момент от силы зажима:
 , (7.7) , (7.7)
Данному моменту препятствует момент от силы зажима:
 , (7.7) , (7.7)
Необходимая сила зажима равна:
 = 5145,13 Н = 5145,13 Н
Для дальнейших расчетов принимаем наихудший случай W=5145,13 H.
Величина усилия зажима W1
, прикладываемого к постоянным кулачкам, несколько увеличивается по сравнению с усилием зажима W и рассчитывается по формуле:
 , (7.8) , (7.8)
где f1
- коэффициент трения направляющей постоянного кулачка и корпуса патрона; f1
=0,1;
LК
- вылет кулачка, мм; LК
= 30 мм;
НК
- длина направляющей постоянного кулачка, мм; НК
= 50 мм.
В процессе конструирования патрона данные размеры могут несколько измениться, но это, как показывает практика, не внесет существенных изменений в расчет усилий.
Подставив исходные данные в формулу (7.8) получим:
 Н. Н.
Определяем усилие Q, создаваемое силовым приводом, увеличиваемое зажимным механизмом и передаваемое постоянному кулачку:
 , (7.8) , (7.8)
где iC
- передаточное отношение по силе зажимного механизма (выигрыш в силе).
Для клинового механизма:
 , (7.9) , (7.9)
где a - угол наклона клина, принимаем 15˚.
j и j1
- углы трения на поверхностях кулачка и втулки и определяемые по формуле: j= arctgf1
= arctg 0.1=5˚43, принимаем j = j1
=6˚.
Подставив исходные данные в формулу (7.9) получим:
 , ,
принимаем ближайшее стандартное значение
Подставив исходные данные в формулу (7.8) получим:
Q=6274,55/2,3=2728 Н.
Принимаем клиновой зажимной механизм.
В начале попытаемся применить пневматический привод, так как в любом производстве имеются трубопроводы для подачи сжатого воздуха. Диаметр поршня пневмоцилиндра определяется по формуле [17,c.449]:
 , (7.10) , (7.10)
где р - избыточное давление воздуха, принимаемое в расчетах 0,4 МПа;
h = 0,9 - КПД привода.
Подставив исходные данные в формулу (7.10) получим:
При расчете по формуле (7.10) диаметр поршня получился более 80 мм, следовательно по рекомендациям [17] будем применять гидравлический привод, где за счет регулирования давления масла можно получить большие исходные усилия. При заданном усилии Q подбираем давление масла (Рг
=1,0; 2,5; 5,0; 7,5 Мпа) так, чтобы диаметр поршня не превышал 80 мм.
В качестве привода принимаем гидроцилиндр двустороннего действия с рабочим давлением 1,0 МПа.
Определим диаметр поршня гидроцилиндра, подставив исходные данные в формулу (7.10):
 мм. мм.
Принимаем по ГОСТ15608-81 ближайшее значение D= 63 мм.
Ход поршня цилиндра рассчитывается по формуле:
 , (7.11) , (7.11)
где Sw
- свободный ход кулачков, по рекомендациям [17], принимаем5 мм;
iп=
1/ ic
- передаточное отношение зажимного механизма по перемещению, принимаем 2,3;
Значение  по рекомендациям [14] принимаем с запасом 10…15 мм. по рекомендациям [14] принимаем с запасом 10…15 мм.
Подставив исходные данные в формулу (7.11) и учитывая рекомендации [14] получим:  15 мм. 15 мм.
По результатам расчетов выполняем чертеж приспособления.
Погрешность установки определяется по формуле:
 , (7.12) , (7.12)
где εб
- погрешность базирования, равная в данном случае εб
=0, т.к измерительная база используется в качестве технологической; εз
- погрешность закрепления (смещение измерительной базы под действием сил зажима), в данном случае εб
=0; εпр
- погрешность элементов приспособления, зависящая от точности их изготовления. На рисунке 7.3. представлена размерная схема патрона с клиновым зажимным механизмом.
Расчетная схема погрешностей патрона
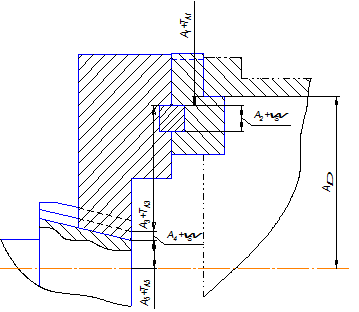
Рис.7.3.
 , (7.13) , (7.13)
где ωАΔ
- колебания замыкающего размера АΔ
;
Δ1
… Δ5
- погрешности, возникающие вследствие неточности изготовления размеров, из-за колебания зазоров в сопряжениях.
Точность составляющих размерной цепи задаем по 7 квалитету.
Подставив исходные данные в формулу (7.13) получим:

Погрешность установки не должна превышать величины минимального припуска на чистовую обработку : :
 , 0,0234<0.0652 , 0,0234<0.0652
Погрешность установки не превышает установленной величины  , следовательно, точность приспособления удовлетворяет требованиям. , следовательно, точность приспособления удовлетворяет требованиям.
Самоцентрирующий 3-х кулачковый патрон с клиновым зажимным механизмом предназначен для базирования и закрепления детали "Корпус гидроцилиндра" на токарном станке.
Патрон состоит из корпуса 1, в котором установлен клин 4, в наклонные пазы которого входят подкулачники 5. К подкулачникам винтами 32 с помощью сухарей 6 крепятся кулачки 7. Деталь устанавливается до упора в опору 8, которая крепится к стойке 9 корпуса 1 винтами 27. К клину 4 с помощью втулки 2, зафиксированной винтом 13 крепится винт 30. Винт 13 входит в отверстие вала. Чтобы определить радиальное положение этого отверстия, во втулке установлен подпружиненный фиксатор 34 с конической головкой. Между корпусом 1 и корпусом 3 установлены две пружины 12. К корпусу 3 винтами 25 крепится крышка 10. В отверстиях корпуса 1 и корпуса 3 установлены направляющие шпонки 16 и 11. Патрон крепится к шпинделю с помощью винтов 29. Винт 30 с помощью муфты соединен со штоком 19 гидроцилиндра.
Гидропривод установлен на конец шпинделя и крепится к станку винтами. Гидропривод содержит корпус 14, в котором на подшипниках 26 установлена крышка 9, крепящийся винтами 18 к корпусу 14 гидропривода. На конце штока 19 установлен поршень 12, закрепленный гайкой 30 со стопорной шайбой 20. Для предотвращения ударов поршня о стенки гидроцилиндра на нем установлены демпферы 25. Между подшипниками 26 установлена втулка 13. Левый подшипник фиксируется кольцом 21. Для подвода масла к гидроцилиндру в корпусе 14 имеются два отверстия с конической резьбой для крепления шлангов. Для подачи масла в рабочие полости гидроцилиндра в крышке 9 имеются каналы, выходные отверстия которых закрыты пробками. Для уплотнения в гидроцилиндре установлены уплотнительные кольца 22,23,24.
Самоцентрирующий патрон работает следующим образом. Заготовка устанавливается до упора в опору 8. При подаче воздуха в левую полость гидроцилиндра клин 4 отходит вправо, подкулачники скользят по наклонному пазу вверх и кулачок поднимается, закрепляя заготовку.
При подаче воздуха в правую полость гидроцилиндра клин 4 отходит влево, подкулачники скользят по наклонному пазу вниз и кулачок опускается, раскрепляя заготовку.
Приспособление предназначено для контроля радиального биения отверстия корпуса гидроцилиндра.
Приспособление содержит: плиту 1 к которой по средством болтов 20 и гаек 23 присоединяется чугунная стойка 8. В стойке 8 при помощи подшипников 6 и втулки 5 базируется шпиндель 3, на переднем конце которого при помощи болтов 2 крепится клиновой патрон 1. На задний конец шпинделя 3 монтируется силовой привод (пневмоцилиндр.) 9 с муфтой 10. Соединение клинового патрона 1 со штоком пневмоцилиндра осуществляется с помощью тяги 4, проходящей через центральное отверстие шпинделя. Также приспособление содержит: щуп 11, передачу рычажную 13, держатель индикатора 14, крепящийся к передаче рычажной винтом 21, пружину сжатия 22 и индикатор 15, при помощи которых происходит измерение и снятие данных; передача рычажная 13 крепится к опоре 17 винтами 16, опора в свою очередь прикреплена к плите при помощи болтов 18 и гаек 19.
Приспособление для контроля биения отверстия корпуса гидроцилиндра работает следующим образом: деталь устанавливается и закрепляется в патроне, при помощи щупа 11 осуществляется контроль биения отверстия детали за счет вращения крышки вручную и передвижения щупа 11, которое обеспечивается перемещением опоры 17 по Т-образным пазам плиты 24, данные измерений контролер считывает с индикатора часового типа 15.
Чертеж приспособления представлен на листе графической части дипломного проекта.
На токарных операциях применяются резцы с механическим креплением режущей пластины по ГОСТ 20872-73. Недостатками таких резцов являются недостаточная производительность вследствие низкой надежности закрепления режущей пластины, большое время замены пластины. Поэтому, основная задача проектирования - усовершенствование конструкции токарного резца с целью устранения указанных выше недостатков.
В качестве объекта проектирования примем токарный упорный резец, используемый при обработке торцовой поверхности заготовки на 040 токарной операции.
В качестве материала для корпуса резца выбираем сталь 40Х с
sв
= =690МПа и допустимым напряжением на изгиб sи. д.
= 200 МПа, режущая часть твёрдый сплав Т15К6.
2. Главная составляющая силы резания
Pz
= 10·Cp
·tx
·Sy
·Vn
· Kp
, H (9.1), Kp
= Kмр
·Kj р
·Kgр
·Klр
(9.2),
где Kмр
= 0,94. Kjр
-
коэффициент, учитывающий влияние главного угла в плане, принимаем по [9]: Kjр
z
= 0,89; Kjр
y
= 0,5; Kjр
x
= 1,17; Kgр
- коэффициент, учитывающий влияние переднего угла, принимаем по [9]: Kgр
z
= 1,25; Kgр
y
= 2,0; Kgр
x
= 2,0. Klр
- коэффициент, учитывающий влияние угла наклона главной режущей кромки, принимаем по [9]:
Klр
z
= 1; Klр
y
= 1,25; Klр
х
= 0,85.
Kp
z
= 0, 94 ·0,89·1,25·1 = 1,05;
Kp
y
=0,94·0,5·2,0·1,25=0,94;
Kp
x
= 0,94·1,17·2,0·0,85=1,87.
Режимы резания на 2-ом переходе операции 040: t=0,9мм; S=0,12 мм/об; V=110м/мин [см. табл.6.6.]
Расчет составляющих силы резания произведем по методике изложенной в [9]: для Pz
:
Cp
= 300; x = 1.0; y= 0.75; n = - 0,15;
для Py
: Cp
= 243; x = 0,9; y= 0.6; n = - 0,3;
для Pх
: Cp
= 339; x = 1.0; y= 0.5; n = - 0,4.
Pz
= 10·300·0,91
·0.120.75
·110-0,15
·1,05 = 2865,6 H;
Py
= 10·243·0,90.9
·0.120.6
·110-0,3
·0.94 = 142 H;
Px
= 10·339·0,91
·0.120.5
·110-0,4
·1,87 = 260,5 H.
3. Расчет сечения корпуса резца произведем по методике изложенной в [18] с 50. При условии, что державка имеет квадратное сечение, т.е. hb
Ширину державки определим по формуле:
b =  (9.3) (9.3)
где L-вылет резца, принимаем L=70 мм.
Подставив данные в формулу (9.3), получим:
b= = 0,0182м = 18,2 мм; = 0,0182м = 18,2 мм;
Принимаем ближайшее большее сечение корпуса (b=20мм). Руководствуясь приведёнными соотношениями, получим высоту корпуса резца h=b =20 мм. Принимаем: h´b20´20 мм.
4. Проверяем корпуса резца на прочность и жёсткость:
Максимальная нагрузка, допускаемая прочностью резца:
Pz
. доп
. =b×h2
sи. д
. /6×L=20×10-3 (
20 ×10-3
) 2
200 /6×70×10-3
= 914,3 Н
Максимальная нагрузка, допускаемая жёсткостью резца:
Pz
. ж
. =3fEJ/L3
=3 ×0,05×10-3
×2×10 11
×10-3
1,33 ×10-8
/ (70 ×10-3
) 3
=326 Н
где f - допускаемая стрела прогиба резца при чистовом точении f=0,05мм
Е - модуль упругости материала корпуса резца Е=2×10 11
Па.
J - момент инерции прямоугольного сечения корпуса:
J = bh3
/12=20×10-3
(20×10-3
) 3
/12=1333 мм 4
Резец обладает достаточной прочностью и жёсткостью, т.к выполняется условие: Pz
. доп
. >Pz
<Pz
. ж.
914,3 Н >286,5Н<326 Н - условие выполняется.
5. Конструктивные размеры резца берём по ГОСТ 20872-80; общая длина резца L=150 мм; режущая пластина из твёрдого сплава Т15К6 № 01114-220408, по ГОСТ 19046-80.
6. Геометрические параметры лезвия резца: главный угол в плане j=93°
7. По ГОСТ 5688-61 принимаем: качество отделки (параметры шероховатости) передней и задней поверхности лезвия резца и опорной поверхности корпуса; предельные отклонения габаритных размеров резца; марку твёрдого сплава пластины и материала корпуса; содержание и место маркировки.
8. Выбираем материал резца: для корпуса - сталь 40Х (твердость 40…45 HRCэ), оксидировать, для пластины - твердый сплав Т15К6 для винта и гайки - сталь 45 (головку винта, скос, ролик термообработать до 32…37 HRCэ).
9. Технические требования на резец принимаем по ГОСТ 266613-85.
Для усовершенствования конструкции резца изменим, способ крепления режущей пластины, это позволит повысить надежность крепления пластины и снизить время замены пластины. Пластина в состоянии выдержать большое усилие резания, что позволяет увеличить подачу инструмента, а следовательно, и производительность обработки. Сокращается время на замену или поворот режущей пластины при затуплении. Резец удобен в эксплуатации, прост по конструкции, не сложен в изготовлении.
Резец токарный сборный с механическим креплением пластины 2 содержит державку 1, в резьбовые отверстия которой завинчены винты 7 и 8, которые служат для регулировки положения резца. Для закрепления пластины служит винт 3 с гайкой 6 и шайбой 5, который своим скосом упирается в ролик 4.
Сборочный чертеж резца с указанием всех предельных отклонений и технических требований представлен на листе графической части дипломного проекта.
Переход чистового точения отверстия пов. Æ39,828+0,062
мм на токарно-винторезном станке 16Б16П резцом с угол в плане -  = 600
. = 600
.
обрабатываемый материал - сталь 45Л ГОСТ 977-75;
предел прочности материала инструмента = 690 МПа; = 690 МПа;
диаметр обрабатываемой поверхности -. Æ39,828+0,062
мм;
режущий инструмент - Резец расточной с пластинами из твердого сплава по ГОСТ 18882-73, Т15К6;
главный угол в плане - = 600
;
6) глубина резания - t
= 0,26мм;
7) оборудование - токарный - винторезный станок 16Б16П:
7.1) мощность электродвигателя  = 8 кВт; = 8 кВт;
7.2) Подача минимальная (минутная)  = 2 мм/мин; = 2 мм/мин;
Подача максимальная (минутная)  = 1200 мм/мин; = 1200 мм/мин;
7.3) Частота вращения минимальная  = 20 об/мин; = 20 об/мин;
Частота вращения максимальная  = 2000 об/мин. = 2000 об/мин.
10.2. Расчет ограничений:
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка:
 > >  , мм
/об
; , мм
/об
;  ; ;  ; ;
  , мм
/об
; , мм
/об
;  ; ;  ; ;
 ; ; 
 ; ; 
 . .
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:
 , ,  , ,  , ,
  
 . .
Ограничение по кинематике станка
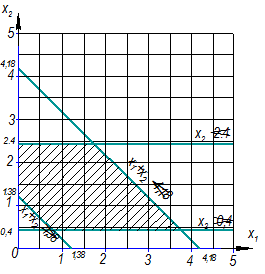
рис.10.1.
 (10.1) (10.1)
 (10.2) (10.2)



Ограничение по мощности привода главного движения
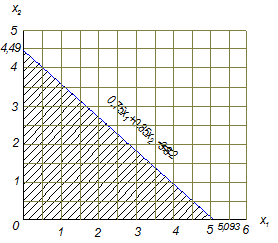
Рис.10.2.
 (10.3) (10.3)
 , , 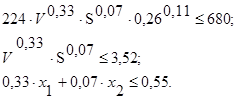
Ограничение по температуре в зоне резания
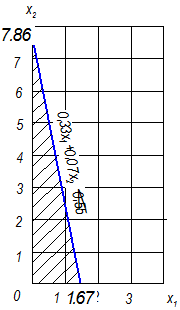
Рис.10.3.
 , (10.4) , (10.4)
где δ - допуск на диаметр, мм;
g- коэффициент, учитывающий способ установки заготовки, принимаем g=3 (для установки заготовки в патроне);
t- глубина резания;
D- диаметр обрабатываемого отверстия;
l- длина заготовки;
kу
- коэффициент, учитывающий влияние геометрии режущего инструмента на составляющую силы резания Ру
. Коэффициент kу
определяем по формуле:
kу
= kуγ
· kуφ
· kуλ
· kу
r
(10.5)
где kуγ -
коэффициент, учитывающий влияние на Ру
переднего угла, принимаем kуγ
=1,35;
kуφ
- коэффициент, учитывающий влияние на Ру
главного угла в плане, принимаем kуφ
=0,75;
kуλ
- коэффициент, учитывающий влияние на Ру
угла наклона режущей кромки, принимаем kуλ
=0,75;
kу
r
- коэффициент, учитывающий влияние на Ру
радиуса при вершине резца, принимаем kу
r
=1.
Подставив определенные значения в формулу (10.5) и неравенство (10.4), получим:
kу
=1,35·0,75·0,75·1=0,76;

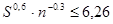



Прологарифмируем выражение:
0,6·lg (100S) - 0,3· lgV ≤ lg 11,76
Пусть lg (100S) =x1
; lgV =x2
, тогда
0,6· x1
-0,3· x2
≤ 1,069
2x1
- x2
≤ 3,56
Ограничение по точности
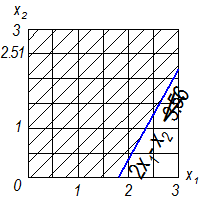
Рис.10.4.
 , ,
где Сv
=350, табл.17, стр.270 [12] ;
x=0.15, табл.17, стр.270 [12] ;
y=0.35, табл.17, стр.270 [12] ;
m=0.2, табл.17, стр.270 [12] ;
KV
=1,72·1,0·1,0·1,0=1,72.
Ограничение по стойкости инструмента
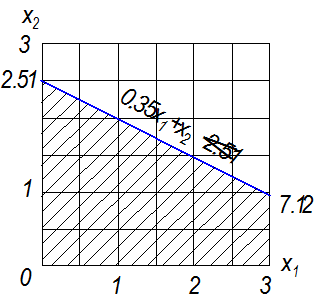
Рис.10.5.
 (10.6) (10.6)

Система ограничений:
 (10.7) (10.7)
На графике (см. лист графической части №) построим сис-тему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат - точки А, Б и В.
Определим их координаты:
т. А:   , т. Б: , т. Б:  
т. В:  
Найдем значение целевой функции в этих точках:



ZБ
®maxÞ т. Б - оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:

Отсюда:   
При разработке дипломного проекта предложены следующие пути совершенствования техпроцесса:
разработан новый технологический процесс изготовления детали в условиях среднесерийного производства;
разработана заготовка, полученная методом литья в земляные формы;
определены оптимальные режимы проведения лезвийной обработки на токарной операции;
спроектирован резец с механическим креплением режущей пластины, применение которого позволит сократить время замены режущей пластины и повысить надежность крепления режущей пластины;
спроектировано приспособление для контроля биения отверстия;
спроектирован патрон токарный клиновой с торцовым поджимом.
Изменения, внесенные в техпроцесс изготовления детали позволили достичь основных целей проекта, обеспечить заданный объем выпуска деталей, снизить себестоимость ее изготовления и повысить качество изготовления по сравнению с базовым вариантом технологического процесса.
Экономический эффект от внедрения данных мероприятий составит более рублей.
1. Марочник сталей и сплавов - Под ред.В.Г. Сорокин - М.: Машиностроение, 1989 - 640 с.
2. Методические указания к выполнению курсовых проектов по дисциплине "Технология отрасли". Размерный анализ технологических процессов изготовления деталей машин. Сост. Михайлов А.В. - Тольятти, 2002.
3. Методические указания к выполнению курсовых проектов по дисциплине "Технология отрасли". Сост. Михайлов А.В. - Тольятти, 1998
4. Михайлов А.В., Расторгуев Д.А., Схиртладзе А.Г. Основы проектирования технологических процессов механосборочного производства. Тольятти, 2004.
5. ГОСТ 26645-85. Отливки из металлов и сплавов
6. Методические указания: Экономическое обоснование выбора заготовок при проектировании заготовок. Сост. Боровков В.М. - Тольятти, 1999
7. Методические указания: Выбор маршрутов обработки поверхностей деталей машин. Сост. Михайлов А.В., Пашко Н.М. - Тольятти: ТГУ, 2003г
8. Допуски и посадки ГОСТ25347-82, стр12-25.
9. Справочник технолога-машиностроителя. Т.2/ под ред.А.Г. Косиловой, Р.К. Мещерякова. - М. Машиностроение, 1985. - 496 с.
10. Панов А.А. и др. Обработка металлов резанием: Справочник технолога. - М.: Машиностроение, 1988. - 736с.
11. Баранчиков В.И., Жариков А.В., Юдина Н.Д., Садыхов А.И. Прогресивные режущие инструменты и режимы резания металлов. - М.: Машиностроение, 1990. - 399с.
12. Общемашиностроительные нормативы времени и режимов резания, ч.1. Нормативы времени, Москва "Экономика", 1990г.
13. Горбацевич А.Ф. Курсовое проектирование по технологии машинострое-ния, Минск "Высшая школа", 1983. - 255 с.
14. Методические указания к оформлению документов на технологические процессы резанием. Сост. Михайлов А.В. - Тольятти, 2002.
15. Справочник упрочнение
16. Справочное пособие. Хонингование. / под ред.С.И. Куликов и др. - М. Машиностроение, 1973. - 167 с.
17. Методические указания: Проектирование кулачковых самоцентрирующих патронов. Сост. Николаев С.В. - Тольятти, 1991.
18. Алексеев Г. А, Аршинов В.А., Кричевская Р.М. Конструирование инструмента - М.: Машиностроение, 1979. - 384с.
19. Вульф А.М. Резание металлов. - М.: Машиностроение, 1973. - 496 с.
|
