Курсовая работа
на тему: "Разработка технологии изготовления заготовки кованого валка для холодной прокатки"
Введение
Надёжность и долговечность листопрокатных валков являются решающими факторами, определяющими качество продукции, производительность и экономическую эффективность работы станов холодной прокатки. Поэтому проблема повышения качества валков в условиях внедрения в прокатное производство станов непрерывной и бесконечной прокатки является также актуальной. В связи с этим решение этой проблемы требует комплексного подхода к процессу изготовления валков холодной прокатки, позволяющего найти рациональное сочетание технологических операций, а также всестороннего изучения условий эксплуатации валков.
1. Анализ литературных данных по производству валков холодной прокатки
1.1 Требования, предъявляемые к валкам холодной прокатки
Прокатные валки станов холодной прокатки работают в весьма тяжелых условиях с большими статическими и динамическими нагрузками, и поэтому к ним предъявляются высокие требования по прочности, пластичности и износоустойчивости. Твердость поверхности бочки рабочих валков должна быть 90 – 102 единицы по Шору, что превышает твердость закаленной быстрорежущей стали. /1/
Согласно ГОСТ 3541–57, цельнокованые валки холодной прокатки в зависимости от твердости закаленной поверхности бочки делят на классы. Данная градация представлена в табл. 1.
Таблица 1. Классы цельнокованых валков холодной прокатки в зависимости от твердости закаленной поверхности бочки
| Класс |
Твердость по Шору |
| А (рабочие валки) |
95–102 |
| Б (рабочие валки) |
90–94 |
| В (опорные валки) |
70–85 |
| Г (опорные валки) |
45–69 |
Твердость поверхности бочки рабочих валков диаметром свыше 500 мм должна соответствовать техническим условиям, согласованным между заводом-изготовителем и заводом-потребителем валков. Твердость закаленной бочки опорных валков задается в пределах 45–85 единиц по Шору, т.е. должна быть значительно ниже твердости рабочих валков. Это снижает вероятность передачи в процессе прокатки различных дефектов с поверхности опорных валков на рабочие.
Бочка валков должна характеризоваться одинаковой твердостью по всей площади в пределах, предусмотренных государственным стандартом или техническими условиями для валков данного класса. Кромки бочек должны характеризоваться более низкой твердостью. Во избежание появления трещин их предохраняют от резкого охлаждения во время закалки.
Реклама

При выборе допустимой ширины проката (листа или ленты) для данного стана следует принимать во внимание ширину кромок валков с более низкой твердостью, составляющую 25 – 55 мм в зависимости от длины бочки валка. Шейки рабочих и опорных валков подвергаются незначительному износу по сравнению с бочкой и их нормальная твердость по Шору 30 – 55.
Наружная поверхность валков должна быть гладкой и чистой без острых кромок и дефектов, видимых невооруженным глазом. К дефектам поверхности относят трещины, волосовины, плены, раковины, закаты, неметаллические включения, вмятины, глубокие риски от резца и т.д. На поверхности осевых отверстий и камер также не должно быть острых кромок и перечисленных выше дефектов.
Согласно ГОСТ 2789–59, чистота обработанных поверхностей бочки и шейки валков должна быть не ниже 7 класса, а чистота поверхности осевых отверстий и камеры – не ниже 4 класса.
Для производства валков холодной прокатки следует выбирать сталь, характеризующуюся хорошей прокаливаемостью, высокими пластическими и прочностными свойствами, без наружных и внутренних дефектов: флокенов, трещин, неметаллических включений и пр.
Перечисленным выше свойствам в основном отвечает высокохромистая сталь типа 9Х с добавлением некоторых легирующих элементов в зависимости от назначения и размера валков.
Несмотря на большое разнообразие типоразмеров рабочих и опорных валков, применяемых в нашей промышленности, в основном соблюдается одинаковая последовательность технологических операций их изготовления. Ниже проанализированы типовые технологические процессы производства рабочих валков, которые освоены на УЗТМ, ЭЗТМ и НКМЗ.
Необходимо учесть, что технология изготовления опорных валков в основном принципиально не отличается от технологии изготовления рабочих валков тех же размеров.
Процесс производства валков холодной прокатки состоит из двух обособленных циклов: металлургического и механического./1/
К металлургическому циклу относятся: выплавка стали, ковка слитков и заготовок, а также термическая обработка поковок и валков, включая отжиг, нормализацию, улучшение, закалку и низкий отпуск.
Цикл механической обработки включает токарные, сверлильные, фрезерные, расточные, шлифовальные и все слесарные операции.
Технологический процесс производства стальных цельнокованых рабочих валков холодной прокатки представлен на рис. 1. Он состоит из следующих этапов: изготовление поковок, механическая обработка до термического улучшения, термическое улучшение, механическая обработка под закалку, закалка (объёмная или токами промышленной частоты) и механическая обработка после закалки.
Реклама

В зависимости от размеров, конструктивных особенностей и назначения валков, а также особенностей технологии производства, принятой на данном заводе, на том или ином этапе может быть различное число технологических операций.
Так, например, при изготовлении из слитка одной поковки валка в I этапе выпадает 4-я операция (ковка заготовок). На УЗТМ поковки валков с бочкой диаметром до 230 мм подвергают термическому улучшению до обдирки, т.е. все операции III этапа предшествуют II этапу.
На других заводах поковки валков термическое улучшение проходят после обдирки. На Ижорском заводе и ЭЗТМ шпоночные пазы на незакаленных шейках фрезеруют после закалки валка, а на УЗТМ эту операцию выполняют в два приема: предварительная фрезеровка (с припуском) до завалки и окончательная (в.размер) после закалки валка.
На УЗТМ рабочие валки с бочкой диаметром ниже 250 мм и опорные валки, твердость бочки которых ниже 85 единиц по Шору, вторичному низкому отпуску
| I этап |
| 1. Выплавка стали |
2. Нагрев слитка |
3. Ковка слитка |
4. Ковка заготовок |
5. Нагрев заготовок |
6. Отжиг поковок |
7. Отжиг поковок |
8. Определение твёрдости |
  II этап II этап |
| 9. Разметка |
10. Центровка |
11. Обдирка |
12. Отрезка прибыльной части |
13. Глубокое сверление |
14. Расточка камеры |
| III этап |
| 15. Нагрев |
16. Закалка |
17. Отпуск (отжиг) |
18. Определение твёрдости |
 IV этап IV этап |
| 19. Токарная обработка |
20. Разметка |
21. Фрезерная обработка |
22. Слесарная обработка |
| V этап |
1-й способ
Объёмная закалка
|
2-й способ
Закалка ТПЧ
|
| 23. Подготовка валка к закалке |
24. Нагрев |
25. Закалка |
26. Низкий отпуск |
27. Определение твёрдости |
23'. Подготовка валка к закалке |
25'. Нагрев и закалка |
26'. Низкий отпуск |
27'. Определение твёрдости |
| VI этап |
| 28. Токарная обработка |
29. Слесарная обработка |
30. Токарная обработка |
31. Шлифование предварительное |
32. Определение твёрдости |
33. Разметка |
| 34. Фрезерная обработка |
35. Сверление мелких отверстий |
36. Слесарная обработка |
37. Шлифование окончательное |
38. Второй низкий отпуск |
39. Слесарная обработка |
| 40. Травление |
41. Токарная обработка |
42. Определение твёрдости |
43. Слесарная обработка |
44. Окончательная приёмка |
45. Слесарная обработка |
| 46. Упаковка |
Рис. 1. Схема технологического процесс производства стальных цельнокованых рабочих валков холодной прокатки
не подвергают, поэтому в схеме технологического процесса производства этих валков выпадает 38 операция.
Валки с удовлетворительной твердостью после закалки (до предварительного шлифования) подвергают токарной обработке (I вариант, операция 28 и 30), при этом допускается снятие верхнего закаленного слоя металла бочки резцами из твердого сплава. После предварительного шлифования и проверки твердости поверхности бочки (операция 32) валок направляют на дальнейшую механическую обработку.
1.2 Выбор ковочного оборудования и исходного слитка
На большей части заводов технологический процесс ковки валков почти одинаков. Он состоит из биллетировки слитка, осадки, протяжки после осадки и окончательной отделки валка на требуемый размер. Поковки валков с бочкой диаметром менее 250 мм
куют на молотах из предварительно протянутой круглой или квадратной заготовки или из слитка весом до 750 кг.
Некоторые заводы ограничиваются одной осадкой, другие – двумя.
Осадка применяется не только для достижения требуемой уковки, но и для получения более однородной поковки по механическим свойствам. Даже при интенсивном процессе ковки и глубоких обжатиях, если не произведена предварительная осадка, поковка получится низкого качества из-за строчечного расположения карбидов.
Осадка слитка предусматривается не только при ковке крупных, но и при ковке мелких валков, которые куют из заготовки. При ковке такой заготовки исходный слиток предварительно осаживают, а затем уже протягивают на квадратную или круглую заготовку.
Чтобы успешно провести операцию осадки, необходимо выбрать пресс с достаточным усилием.
После окончания осадки слитка полученный блок протягивают на гладких бойках через квадрат, применяя глубокие обжатия – примерно 100–200 мм
(в зависимости от усилия пресса и диаметра блока после осадки). Усилие пресса, требуемое для операции протяжки блока после осадки, всегда бывает меньше, чем усилие, необходимое для осадки исходного слитка, и поэтому практически расчет усилия пресса для операции протяжки не делают, а пользуются данными, определяющими зависимость величины усилия пресса от диаметра исходного слитка.
Технологический процесс ковки валка с бочкой диаметром до 250 мм
под молотом состоит из операций нагрева круглой или квадратной заготовки, протяжки ее на круг по размеру бочки и ковки шеек валка на требуемый размер.
Правильный выбор мощности ковочного оборудования имеет большое значение для качества изготовляемых поковок и производительности оборудования. Наблюдения, проведенные на ЭЗТМ при использовании молота с недостаточным усилием, показали, что не только удлиняется процесс ковки, но получается брак валков по внутренним трещинам. Это объясняется, видимо, тем, что малые обжатия приводят к значительному течению наружных слоев металла поковки, в результате чего образуются внутренние расслоения и трещины в центральной зоне поковки.
На заводах-изготовителях, как правило, под молотом куют валки с бочкой диаметром не более 320 мм.
Поковки валков больших размеров изготовляют под прессами.
Структура и механические свойства поковок валков, откованных под молотом и под прессом, одинаковые.
Ковка мелких валков под молотами экономически целесообразна, так как стоимость таких поковок ниже стоимости поковок, откованных на прессах.
Слиток, из которого изготовляется валок, должен быть без трещин, рванин, сетки разгара и других пороков. Металл средней части слитка должен быть плотным и без пороков (усадочной рыхлости, раковин, ликвации и неметаллических включений). Вес слитка, идущего на поковку валка, должен быть таким, чтобы выход годного составил 58 – 64%. При отсутствии на заводе слитка требуемого веса допускается, как исключение, изготовление из одного слитка двух валков. При этом не рекомендуется использовать крупный слиток, так как в результате большой вытяжки имеющиеся в слитке включения сильно удлиняются и создают очаги для трещин. Кроме того, при изготовлении нескольких валков из крупного слитка увеличивается продолжительность нахождения слитка в печи при температуре ковки, что ухудшает качество поковки.
Слитки из сталеплавильного цеха передают в прессовый цех, как правило, в горячем состоянии в специальных термосах. В противном случае слитки вынимают из изложницы при температуре не ниже 700° и передают в подогретую до 600° печь или колодец для медленного и полного охлаждения.
Кузнечную заготовку для мелких валков передают из прессового цеха в кузнечный в горячем состоянии непосредственно после ковки или после охлаждения в печи.
В горячем состоянии заготовки передают в том случае, когда имеется возможность сохранить температуру заготовки перед посадкой в печь не менее 650°.
Некоторые заводы изготовляют мелкие валки с бочкой диаметром до 200 мм
как из предварительно откованной под прессом заготовки, так и непосредственно из слитков весом 400 – 750 кг.
На ЭЗТМ для изготовления мелких валков непосредственно из слитка была разработана специальная конструкция короткого слитка (рис. 2) с отношением Н: D=1,5 (где Н – длина средней части слитка, aD
– средний его диаметр) и прибыльной частью, равной 29% веса слитка.
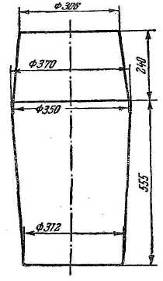
Рис. 2. Конструкция круглого слитка весом 500 кг
Поковки крупных валков изготовляют на прессах из восьмигранных слитков с отношением Н: D = 2,3 и прибыльной частью 17,0–20%.
1.3 Режимы нагрева под ковку
Операция нагрева металла под ковку преследует две цели: придать металлу необходимую пластичность и улучшить его качество, так как при высоких температурах более интенсивно протекает процесс диффузии – удаление из стали водорода, что уменьшает влияние флокенов. При ковке валка проводят одну или две промежуточные осадки. Очень важно обеспечить равномерный нагрев слитка под осадку на температуру не ниже 1150–1180°.
При осадке слитка может произойти смещение осевой зоны слитка или его искривление из-за неравномерного нагрева, что не только усложняет процесс ковки, но и ухудшает качество поковки, так как смещение осевой зоны к поверхности поковки валка, особенно на шейках, может привести к образованию трещин в валке при закалке. Установлено, также, что в результате длительной выдержки поковок валков из стали марок 9Х и 9X2 при 1150–1180° уменьшаются карбидные скопления.
Наряду с этим слишком длительная выдержка при температуре ковки вредна, так как она приводит к большому росту зерна. При ковке перегретого металла на поверхности поковки образуются рванины, не допускающие больших обжатий, в результате чего центральная зона не проковывается и остается крупнозернистой.
Кроме того, перегрев металла свыше 1180° или длительная выдержка в печи при температуре свыше 1100° способствуют не только росту зерна, но и возникновению дефекта, называемого раковистым изломом.
Поэтому при нагреве слитков для поковок валковтемпература металла под ковку не должна превышать 1180°.
При посадке в печь необходимо заранее определить время ковки слитков всей садки как для первой, так и для последующих операций. Если по каким-либо причинам невозможно переработать всю садку за максимальное время выдержки ее при температуре ковки, то часть слитков пересаживают в другую печь с температурой около 800°. При недогреве центральной зоны слитка (особенно при нагреве холодных слитков) из-за недостаточной выдержки во время ковки деформируется лишь поверхностный слой металла. В результате этого в поковке возникают большие внутренние напряжения, приводящие к образованию внутренних, а иногда и наружных трещин. Неравномерный нагрев по сечению слитков также приводит к неравномерной деформации, вследствие чего ось шеек часто смещается по отношению к оси валка и увеличивается продолжительность ковки.
Для успешного и равномерного нагрева металла:
1) слитки укладывают на прокладки. Для слитков весом от 0,5–1,0 тприменяют прокладки высотой не менее 120 мм,
для слитков от 1,0 до 5 т – 150 – 200 мм,
от 5 до 10 т – 250 мм
и свыше 10 т – 300 мм
;
2) при укладке слитков в печи оставляют между ними зазор (не менее половины диаметра слитка). Чем плотнее расположены слитки, тем меньше интенсивность нагрева. Поэтому слитки необходимо располагать так, чтобы возможно большая часть их поверхности омывалась горячими газами. Установлено, чтовремя нагрева слитков, расположенных вплотную, примерно в 1,4 – 1,7 раза больше времени нагрева одиночного слитка;
3) температуру печи повышать в соответствии с заданным режимом нагрева. При этом печь должна быть в полной исправности, а форсунки отрегулированы на требуемую температуру. При нормальной работе печи рабочая камера ее равномерно заполнена пламенем молочного цвета с фиолетовыми прожилками. При большом избытке воздуха образуется острое пламя в виде факела, состоящего из блестящих язычков. В этом случаеслитки нагреваются неравномерно, и образуется большое количество окалины. При недостатке воздуха пламя красного цвета с черными прожилками; печь работает холодно (металл нагревается плохо);
4) скорость нагрева выбирать в соответствии с температурой слитков и их диаметром. Чем выше температура печи по сравнению с температурой слитка, тем быстрее нагревается слиток, но при этом значительно увеличиваются внутренние напряжения. Для уменьшения их регулируют температуру печи, чтобы не допустить большого перепада температур по сечению слитка. Однако горячие слитки (температура поверхности не ниже 600°) даже большого веса можно нагревать в печи, включенной на полную мощность.
Технологический режим подогрева поковок:
1.Посадка поковок в печь. Температура поковок при посадке не ниже 750°, температура печи 1100°. После посадки охлаждение печи до 1000°.
2.Нагрев до 1000° с максимальной скоростью.
3.Выдержки при температуре печи 1000° и температуре металла не выше 950° и в зависимости от диаметра поковок: до 300 мм
– не более 2 час, до 500 мм
– не более 3 час. и до700 мм
– не более 4 час. Число дополнительных подогревов при вырубке поверхностных дефектов должно быть не более трех. Дополнительные подогревы допустимы только в том случае, если при последующей ковке степень укова составит не менее 1,6. В противном случае поковку куют до требуемых размеров, оставляя напуски в местах трещин, затем охлаждают и удаляют трещины.
После отковки бочки или шейки до размеров поковки дополнительному нагреву ее не подвергают, так как структура металла при нагреве без последующей деформации значительно ухудшается (особенно при нагреве выше 900° и продолжительной выдержке).
Зимой холодные слитки перед посадкой в печь выдерживают при температуре цеха 3–7 суток в зависимости от их веса.
Если садка состоит из слитков разного веса, то из печи сначала выдают мелкие слитки.
Ковку поковки валка осуществляют в интервале температур 1150 – 800°.
Температура конца чистовой отделки и правки должна бытьне ниже 750 и не выше 850°.
Чистовую отделку выполняют небольшими обжатиями пресса или легкими ударами молота.
В результате накопленного опыта и проведенных исследовательских работ определились следующие основные правила процесса ковки валков холодной прокатки:
1. Ковку крупных и средних валков осуществлять из слитков, подаваемых в кузнечно-прессовый цех в горячем состоянии.
2. При разработке технологического процесса из одного слитка предусматривать ковку одного, валка и в крайнем случае не более двух.
3. Обеспечивать при ковке минимальную уковку (не менее трехкратной с применением одинарной или двойной осадки).
4. Изготовлять поковки валков с минимальным числом подогревов.
5. Строго соблюдать режимы нагрева и ковки (температура начала ковки не выше 1150°, а температура конца ковки в пределах 750–850°).
6. Строго соблюдать режим охлаждения поковок.
1.4 Режимы ковки валков
Технологический процесс ковки рабочих валков с бочкой диаметром более 250 мм
состоит из следующих операций (рис. 3).
1. Биллетировка слитка – ковка его прибыльной части на круг под размер патрона, обкатка граней слитка и рубка (зачистка) его поддонной части. Диаметр откованной прибыли (цапфы) определяется весом слитка и диаметром патрона; при этом величина заплечиков блока должна быть достаточной для осуществления его осадки. Длина цапфы 1,5–2 ее диаметра. Остальную часть прибыли отрубают.
Обкатку граней слитка на блок выполняют, применяя небольшие обжатия (30–50 мм).
Опытом установлено, что в результате уменьшения величины обжатия при биллетировке и применения конусных биллетов повышается качество поверхности поковки.
Назначение биллетировки: а) дробление крупнозернистой структуры металла по углам слитка и уплотнение его в поверхностной зоне слитка, б) подготовка слитка к осадке.
2. Осадка слитка после биллетировки и равномерного нагрева до 1180°. Слиток – биллет подают к прессу и устанавливают цапфу в отверстие нижней осадочной плиты так, чтобы он занял строго вертикальное положение. До установки биллета на плиту ее выдвигают из-под пресса.
Установив биллет на нижнюю плиту, на него накладывают верхнюю сферическую плиту. Затем при помощи подвижного стела пресса биллет подводят под верхний боек, еще раз центрируют в вертикальном положении и, постепенно опуская траверсу вниз, осаживают. Диаметр осаженного блока должен быть в 1,6–1,8 раза больше диаметра исходного биллета.
При последующей протяжке блока величина уковки должна быть не менее 2,5. Вместе с плитой осаженный блок выводят из-под пресса и при помощи подвижного стола передают на бойки для протяжки.
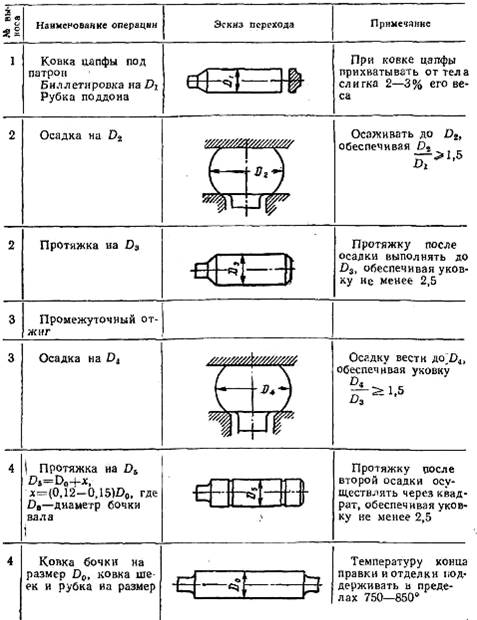
Рис. 3. Типовой технологический процесс ковки валка с двойной осадкой
Протяжку осуществляют следующим образом. Вследствие эксцентричного расположения рычагов осадочную плиту вместе с блоком поворачивают на 90° и при помощи цепей и мостового крана подают к бойкам пресса. Блок кладут на нижний боек пресса и; опустив траверсу вниз, зажимают между бойками. После этого осадочную плиту снимают с цапфы блока и отводят в сторону при помощи крана. На цапфу надевают патрон и начинают протяжку блока. Осадка блока имеет большое значение для подготовки металла к последующим технологическим операциям. В результате осадки повышается величина уковки, улучшаются механические свойства металла в поперечном сечении валка.
Особое назначение осадки – создание условий для интенсивной ковки слитка, в результате чего улучшается структура металла поковки, дробятся и более равномерно по ее сечению распределяются карбиды, что в сочетании с последующей термической обработкой обеспечивает высокое качество заготовки валка. Одновременно осадка является как бы контрольной операцией при проверке качества металла. Если на слитке имеются невидимые глазом поверхностные или подкорковые дефекты (трещины, рванины, подкорковые пузыри и др.), то при осадке в результате возникновения напряжений они раскрываются и их размеры увеличиваются. Слитки с большим количеством дефектов, не поддающихся удалению, для производства валков холодной прокатки не годны. Кроме того, при осадке разрушается литая дендритная структура и уменьшается анизотропия. Число предварительных осадок и их величина определяются диаметром валка холодной прокатки. Так, на УЗТМ при протяжке заготовки для валков с бочкой диаметром до 320 мм
применяют одинарную осадку слитка до диаметра, обеспечивающего уковку не менее 1,6 по отношению к диаметру биллета и уковку не менее 2,5 от площади блока к площади сечения заготовки.
При ковке слитков для валков с бочкой диаметром 320 – 550 мм
применяют двойную осадку с таким расчетом, чтобы при каждой осадке уковка составила не менее 2 от сечения блока к сечению исходного биллета или не менее 2,5 от сечения блока к сечению бочки валка. При ковке слитков для валков с бочкой диаметром свыше 550 мм
кроме двойной осадки предусматриваетсяпредусматривается промежуточный отжиг между ними.
В результате промежуточного отжига уменьшается величина остаточных напряжений, возникших при протяжке и осадке, а также предупреждается получение флокенов.
На ЭЗТМ при изготовлении валков диаметром до 450 мм
применяют одинарную осадку на высоту 50% от длины осаживаемого биллета с последующей энергичной ковкой и обеспечением не менее чем трехкратной суммарной уковки.
На некоторых заводах для сокращения технологического цикла ковки от операции промежуточного отжига и второй осадки отказались. По предварительным данным установлено, что отмена промежуточного отжига и второй осадки к ухудшению качества валков не привела.
3. Протяжку блока слитка после осадки осуществляют сначала на гладких бойках пресса, а затем на комбинированных сразу после осадки (если температура блока достаточна) или с применением подогрева. Протяжку на гладких бойках нужно проводить на круг через квадрат с получением уковки на протянутой заготовке не менее 2,5. Для получения квадрата из  круглого сечения необходимо, чтобы отношение площади круглого сечения к площади квадратного сечения было не менее 1,6–1,8. При протяжке квадрата на круг обычно руководствуются правилом, согласно которому из квадратного сечения можно получить круглое сечение с диаметром, равным стороне исходного квадрата. Величина обжатия за один рабочий ход на предварительной протяжке может доходить до 150–250 мм
в зависимости от размера валка, если при глубоких обжатиях не появляются нажимы и заковы. Нажимы и заковы можно получить и при небольших обжатиях, если поковка будет расположена не параллельно плоскости бойков. круглого сечения необходимо, чтобы отношение площади круглого сечения к площади квадратного сечения было не менее 1,6–1,8. При протяжке квадрата на круг обычно руководствуются правилом, согласно которому из квадратного сечения можно получить круглое сечение с диаметром, равным стороне исходного квадрата. Величина обжатия за один рабочий ход на предварительной протяжке может доходить до 150–250 мм
в зависимости от размера валка, если при глубоких обжатиях не появляются нажимы и заковы. Нажимы и заковы можно получить и при небольших обжатиях, если поковка будет расположена не параллельно плоскости бойков.
В большей части случаев протяжку осаженного блока выполняют, используя нагрев под осадку на диаметр, равный или меньший диаметра биллета перед осадкой. При протяжке блока на размер бочки валка диаметр протянутой заготовки должен быть на 12–15% больше диаметра бочки валка в поковке. В результате этого создается запас на утяжку кромок бочки при обжатии шеек, а также при окончательной ковке бочки при кузнечный цех и ковши заготовки под молотом на размеры поковки.
Технологический процесс ковки валков при диаметре бочки поковки до 250–320 мм
состоит из следующих операций: биллетировки слитка под прессом, осадки блока, протяжки блока на круглую или квадратную заготовку, передачи заготовки в кузнечный цех и ковки заготовки молотом на размеры поковки.
На некоторых заводах для ковки валков с бочкой диаметром до 250 мм
применяют круглые слитки весом от 0,4 до 0,75 т.
Такие слитки после их отливки охлаждают в изложницах до 700 – 750°; затем слитки вынимают из изложниц и в горячем состоянии (при температуре не ниже 650°) передают в нагретую до 600 – 650° печь, где они замедленно охлаждаются. Охлажденные слитки проходят осмотр и приемку; после удаления неглубоких поверхностных дефектов их отправляют в кузнечный цех. Иногда мелкие слитки передают из сталеплавильного цеха в кузнечный в термосах в горячем состоянии (при 600–700°).
При ковке мелких валков из предварительно протянутой заготовки число валков, получаемых из одной заготовки, должно быть не более трех, а заготовок из слитка – не более одной. Уковка на заготовке должна быть не менее 2,5, уковка на бочке валка в поковке, откованной из заготовки – не менее 1,6; при этом ковку следует осуществить за один вынос (нагрев).
Технологические процессы ковки средних и крупных валков отличаются только числом осадок и промежуточных отжигов между ними. На одних заводах (например, ЭЗТМ) валки с бочкой диаметром свыше 300 мм
изготовляют с одинарной осадкой, на других (например, УЗТМ) – с двойной осадкой, а валки с бочкой диаметром свыше 550 мм
– и с промежуточным отжигом между осадками.
Ковка опорных валков разделяется на ковку цельных опорных валков и ковку составных (сборных) валков. Ковка цельных опорных валков ничем не отличается от ковки рабочих валков и состоит из следующих операций: биллетировки слитка, осадки, протяжки и ковки на размер поковки.
Ковка же составных опорных валков разделяется на ковку отдельно бочки и ковку оси, на которую насаживается бочка.
Ковку оси осуществляют в основном из стали марки 55Х путем протяжки слитка из расчета получения уковки на поковке не менее 2,5. Материалом для изготовления бочки служит преимущественно сталь марки 9Х или 9ХФ. Ковка бочки состоит из следующих операций: биллетировки слитка, рубки прибыльной и донной частей слитка, осадки, прошивки, ковки на оправке и правки бочки.
В связи с тем, что изготовление сборного опорного валка – трудоемкий и сложный процесс, в последнее время на многих заводах вместо сборных опорных валков применяют цельнокованые
В процессе ковки рабочих и опорных валков необходимо учитывать, что структура металла поковки определяется не только интенсивностью ковки слитка, но еще и тем, при каких температурах заканчивается этот процесс. В случае окончания ковки при высоких температурах (порядка 900° и выше) в поковке создаются благоприятные условия для роста зерна и выделения карбидов. Поэтому ковку валков из хромистых инструментальных сталей следует заканчивать при 780–850°. Чем выше температура окончания ковки за пределами 900°, тем крупнее в поковке карбидная сетка.
В результате проведенных на УЗТМ экспериментальных работ установлено, что вторая осадка при ковке валков может быть исключена без особого ущерба для их качества. Это обосновано результатами сравнений изломов специально разрушенных и вышедших из строя из-за естественного износа валков и данными о стойкости валков. Предварительные данные по результатам сравнения микро- и макроструктур, виду изломов и механическим свойствам после ковки и отжига также не показали заметных различий качества валков, откованных с одной и двумя осадками.
2. Характеристика оборудования участков цеха
В условиях заготовка развесом более 3,5 т. отковываются в тяжёло-прессовом цехе №21
.
В настоящее время цех имеет два пролета прямоугольной формы: печной и прессовый.
Прессовый пролёт имеет два участка: 1) прессовый; 2) термический.
2.1 Основное оборудование прессового участка
1. Ковочный парогидравлический пресс усилием 3000 тс.
2. Ковочный гидравлический пресс усилием 6000 тс.
Техническая характеристика прессов представлена в табл. 2.
Таблица 2. Техническая характеристика прессов
| Наименование параметра |
Количественная характеристика |
| Номинальное усилие пресса, тс |
3000 |
6000 |
| Наибольший ход подвижной поперечины, мм |
2000 |
3000 |
Расстояние от стола до подвижной
поперечины в её верхнем положении, мм
|
4000 |
5000 |
| Расстояние между колоннами в свету, мм |
3000 |
4000 |
| Размеры выдвижного стола, мм |
2000х6000 |
3000х6000 |
Оба пресса оснащены комплектом нагревательных печей.
Гидравлический пресс усилием 6000 тс снабжён:
а) ковочным манипулятором грузоподъёмностью 80 т.;
б) двумя ковочными кранами грузоподъёмностью 150/30 т.
Парогидравлический пресс усилием 3000 тс снабжён:
а) двумя ковочными кранами грузоподъёмностью 80/30 т;
б) ковочным манипулятором грузоподъёмностью 30 т.
3. Транспортные краны грузоподъёмностью 15 т. и 30 т.
4. Камерная нагревательная печь, площадь пода – 3000*4000 мм2
.
5. Камерная печь с выдвижным подом, площадь пода – 3000*7000 мм2
– 1 шт.
6. Камерная печь с выдвижным подом, площадь пода – 2500*5500 мм2
– 3 шт.
7. Ямная печь (2-х камерная) предназначена для консервации слитков и копежа, площадь пода – 2500*15000 мм2
В качестве топлива в нагревательных и термических печах используется природный газ с теплотворной способностью 8500 ккал/нм3
. Все печи камерного типа с выкатными и стационарными подами. Дымовые газы из печей отводятся через борова и дымовые трубы.
Печи оборудованы контрольно-измерительными приборами и аппаратурой для автоматического контроля и регулирования температуры в процессе нагрева металла.
Слитки из сталелитейного цеха в горячем состоянии (650–7500
С) поступают в прессовые пролёты. В прессовом пролёте с прессом усилием 3000 тс электромостовым транспортным краном слитки передаются в ямную печь для копежа и в нагревательные печи.
В прессовом пролёте с ковочным прессом усилием 6000 тс слитки подаются электромостовым транспортным краном в нагревательные печи. Нагретые до ковочной температуры слитки проходят ковку на ковочных прессах, механизированных ковочными манипуляторами. Откованные поковки передаются в термическое отделение на первичную термообработку.
2.2 Основное оборудование термического отделения цеха
Термический участок производит первичную термообработку поковок цеха и вторичную термообработку механообработанных деталей. В отделении установлено двадцать термических печей и четыре закалочных бака. Все термические печи камерного типа со стационарным или выкатным подом работают на природном газе, оснащены контрольно-измерительными приборами (КИП) и аппаратурой для автоматического регулирования тепловых процессов, что позволяет повысить качество поковок и уменьшить угар металла.
Термические камерные печи с выкатным подом:
1. Печь №6
Печь предназначена для первичной термообработки поковок, для термообработки после грубой механообработки и для нагрева под закалку броней.
Техническая характеристика:
а) площадь пода – 2,5*6,7 м2
;
б) высота печи: до пяты 1,8 м;
до арки – 2,3 м;
в) средняя садка: поковок – 70 т;
броней – 8–10 т;
г) количество термопар – 8 шт.;
Остальные печи аналогичны по назначению и конструкции
2. Закалочный бак (масло) – D=4000 мм,
Н=5000 мм.
3. Закалочный бак (масло) – D=2250 мм,
Н=5250 мм.
4. Закалочный бак (вода) – D=4000 мм,
Н=5000 мм.
5. Закалочный бак (вода) – D=2250 мм,
Н=5250 мм.
6. Закалочный кран грузоподъёмностью 30 т.
3. Анализ технологического процесса производства валков холодной прокатки на «ОРМЕТО-ЮУМЗ»
Технологический процесс производства валков холодной прокатки во многом совпадает с технологией производством валков на других заводах. Основными этапами технологической цепочки являются следующие: 1) выплавка стали в электропечи с доведением до необходимого качества в АКОСе; 2) разливка в изложницы сверху через промежуточную воронку; 3) передача слитков в кузнечнопрессовый цех в вагоне-термосе; 4) нагрев слитков до ковочной температуры в камерной нагревательной печи с выкатным подом; 5) ковка слитков на гидравлическом ковочном прессе с промежуточными подогревами в печи; 6) первичная термообработка; 7) передача в механический цех; 8) комплекс механообрабатывающих операций и вторичная термообработка; 9) контроль качества; 10) упаковка. Базовыми ковочными операциями являются: биллетировка слитка; осадка; протяжка и ковка на размер поковки.
Анализ всей технологической цепочки приводит к выявлению следующих основных недостатков: 1) применяемые для улучшения качества выплавляемой стали, агрегат комплексной обработки стали и вакуум-камера используются порознь, а не вместе; 2) не ведутся мероприятия по подогреву прибыльной части слитка, что значительно уменьшило бы размеры усадочной раковины; 3) при ковке редко применяются комбинированные и ромбические бойки, в основном используют ковку на гладких бойках; 4) не оптимальны режимы деформации при ковке; 5) контроль размеров поковки осложнен отсутствием современной датчиковой аппаратуры; 6) используемые режимы термообработки не всегда обеспечивают требуемую твёрдость поверхности. Перечисленные недостатки в технологии в последствии проявляются в виде дефектов в поковках либо в браке готовой продукции.
Исследования, проведённые центральной заводской лабораторией по изучению неудовлетворительного качества поковок показывают следующее.
1. Макроструктура темплетов, взятых на пробу, не удовлетворяет требованиям из-за наличия несплошностей, трещин и пор (осевая рыхлость). Причинами осевой рыхлости могут являться: неблагоприятные условия охлаждения слитка, неправильное соотношение высоты и диаметра слитка, недостаточная степень проработки металла по всему объёму очага деформации.
2. Загрязнённость металла сульфидами и нитридами, особенно в центральной части темплетов.
3. Карбидная сетка выявлена по всему сечению. Наличие карбидной сетки может быть связано с высокой температурой конца ковки, с низкой скорость охлаждения после ковки или недостаточной деформацией.
4. Присутствуют камневидные изломы, их возникновение связано с перегревом металла перед горячей деформацией.
5. Неравномерная твёрдость по сечению валка (пониженная у поверхности и высокая в центре). Причинами является неоптимальные режимы термообработки.
Учитывая всё вышесказанное, можно сделать вывод, что одним из существенных направлений по совершенствованию технологического процесса является улучшение проработки внутренней структуры металла при горячей деформации. Это приведёт к устранению большей части дефектов поковок.
Улучшить проработку структуры металла предлагается следующими способами.
1. Проводить протяжку с квадрата на круг на вырезных бойках, а не на плоских.
2. Обеспечить наиболее полное выдавливание из тела слитка предприбыльной дефектной зоны и создание в очаге деформации максимальных напряжений сжатия. Этого можно добиться совмещением операции осадки тела слитка с выдавливанием дефектной зоны в отверстие вогнутой сферической осадочной плиты, при этом также создаются условия неравномерного всестороннего сжатия, способствующие проработке структуры металла и завариванию внутренних дефектов. Такие условия обеспечиваются при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35.
4. Разработка технологического процесса ковки
Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4.
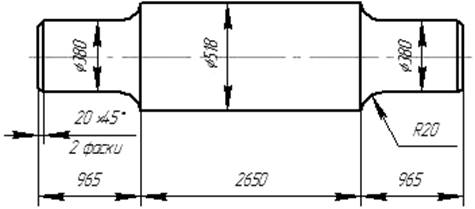
Рис. 4. Эскиз рабочего валка стана холодной прокатки
Поковка такой формы относится ко второй группе сложности. Для назначения ковочных операций разработан эскиз поковки, а для этого предварительно назначены основные припуски, допуски и напуски на размеры детали в соответствии с ГОСТ 7062 – 90. Эскиз поковки показан на рис. 5.
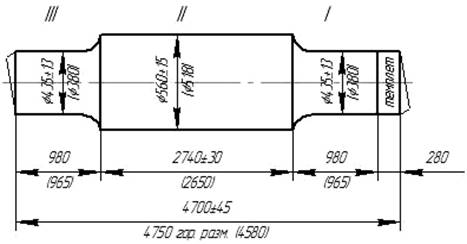
Рис. 5. Эскиз поковки валка холодной прокатки
Судя по размерам поковки, она должна изготовляться на гидравлическим прессе. /2/ Разобьём объём поковки  на три части так, как показано на рис. 5 /2, 3/: на три части так, как показано на рис. 5 /2, 3/:
 , (4.1) , (4.1)
где  , , , , объём каждой из частей соответственно. объём каждой из частей соответственно.
Объём можно представить, как
 , (4.2) , (4.2)
где  – длина участка I
, – длина участка I
,
 – диаметр участкаI
. – диаметр участкаI
.
Найдём объём :
 . .
Аналогично рассчитываются объёмы и :
 ; ;
 . .
Соответственно объём поковки будет равен
 . .
Масса поковки:
 , (4.3) , (4.3)
где  – плотность материала поковки, в данном случае – плотность материала поковки, в данном случае  . .
Рассчитаем массу поковки:
 кг. кг.
Длина обрубка  с каждой стороны поковки валка составит с каждой стороны поковки валка составит
 дм. дм.
Объём обрубка  : :
 . .
Масса двух обрубков:
 кг. кг.
Для определения массы слитка, принятой за 100%, примем отход с его прибыльной части равным 23%, с донной части – 3% и угар металла от двух нагревов 4%, в сумме получим 23+3+4=30%. Таким образом, допускаемый процент использования металла слитка на поковку с обрубками и темплетом составляет  =100 – 30=70%. =100 – 30=70%.
Теоретическая масса слитка:
 кг. (4.4) кг. (4.4)
Из слитков, отливаемых на заводе, ближайшим по массе к теоретическому будет являться слиток массой 12900 кг. Во избежание образования трещин слиток передаётся из сталеплавильного в прессовый цех горячим.
Коэффициент выхода годного:
 . (4.5) . (4.5)
Назначаем режим нагрева слитков исходя из максимального размера поперечного сечения (с учётом заводской технологической инструкцией по нагреву слитков и заготовок под ковку И 213–99). Температура начала ковки для стали 9Х2МФ установлена 1180º С, окончания ковки – не ниже 750 и не выше 800º С.
Технологический процесс ковки рабочего валка на прессе приведён в табл. 3, а эскизы ковочных переходов показаны на черт. 110600.06.00.00.00 ТЧ.
Вся технологическая цепочка в кузнечно-прессовом цехе, с учётом расположения основного технологического оборудования прессового участка (см. черт. 110600.06.00.00.00 ВО), будет выглядеть следующим образом. Горячие слитки из сталелитейного цеха передаются в вагоне-термосе на прессовый участок. Затем с помощью крана 11 слитки загружают в нагревательные печи 7, 8 или 9 для нагрева до ковочной температуры. После достижения требуемого нагрева один из слитков с помощью крана 6 подаётся к гидравлическому прессу 5.
Таблица 3. Технологический процесс ковки рабочего валка на прессе
| Выносы |
Основные операции |
Применяемый инструмент |
| 1 |
Ковка цапфы под патрон. Биллетировка. Рубка излишка |
Бойки: нижний вырезной, верхний плоский; патрон. Топор односторонний |
| Осадка на диаметр 1225 мм |
Осадочные плиты: верхняя сферическая, нижняя вогнутая сферическая с отверстием |
| Проковать на 700 мм, l
=2600 мм. Забить углы. |
Бойки: верхний плоский, нижний плоский; патрон; кронциркуль |
| 2 |
Проковать на диаметр 560 мм, l
=5100 мм |
Бойки: верхний плоский, нижний вырезной; патрон; кронциркуль |
| Разметка и надрубка участков I
,
II
и III
валка |
Бойки: верхний плоский, нижний вырезной; патрон; раскатка; линейка |
| Проковать участки I
иIII
на диаметр 435 мм,l
=1500 мм. Оставить утолщение под надруб |
Бойки: верхний плоский, нижний вырезной; патрон; кронциркуль |
| Надрубка поддона и поковки |
Топор односторонний |
| Правка до поковочных размеров. Отделка поверхности. |
Бойки: верхний плоский, нижний вырезной; патрон; кронциркуль |
| Рубка поддона и поковки |
Топор односторонний |
| Маркировка поковки и отходов. Отправить в горячем состоянии на копёж |
Клейма |
На гидравлическом прессе 5 с помощью крана 6 и манипулятора 3 осуществляется процесс ковки. Промежуточные нагревы проводят также в печах 7, 8 или 9. После завершения процесса ковки поковки с помощью крана 6 загружают на передаточную тележку 1, которая передаёт их на термический участок, где происходит копёж поковок, а затем их первичная термообработка.
5. Расчёт усилия ковочного пресса
Расчёт усилия ковочного пресса необходимо вести для самой энергоёмкой операции в конкретной технологической цепочки ковки. В нашем случае такой операцией является осадка. /3/
Итак, требуется определить усилие пресса для осадки биллета из стали марки 9Х2МФ диаметром  =870 мм, высотой =870 мм, высотой  =2160 мм до диаметра =2160 мм до диаметра  =1225 мм и высоты =1225 мм и высоты  =1080 мм. =1080 мм.
Необходимое усилие пресса для осадки:
 , (5.1) , (5.1)
где F
– площадь поперечного сечения поковки после осадки,  ; ;
р
– удельное усилие.
Удельное усилие можно представить, как
 , (5.2) , (5.2)
где  – предел текучести; – предел текучести;
 – скоростной коэффициент, равный при ковке на прессах =1; – скоростной коэффициент, равный при ковке на прессах =1;
 – масштабный коэффициент, равный в данном случае =0,5; – масштабный коэффициент, равный в данном случае =0,5;
 – коэффициент, учитывающий условия контактного трения, форму и соотношение размеров деформируемой заготовки. – коэффициент, учитывающий условия контактного трения, форму и соотношение размеров деформируемой заготовки.
Для случая горячей осадки цилиндра при  : :
 , (5.3) , (5.3)
где  – коэффициент контактного трения при свободной ковке, =0,5. – коэффициент контактного трения при свободной ковке, =0,5.
Произведём расчёт по формуле (5.3):
 . .
Площадь заготовки после осадки:
 . .
Рассчитаем среднее сопротивление деформации  при осадке по методике ЧГТУ. при осадке по методике ЧГТУ.
 , (5.4) , (5.4)
где  – степень деформации, – степень деформации,  ; ;
K0
– базовое сопротивление деформации;
 – соответственно коэффициенты учета влияния скорости, степени и температуры на сопротивление деформации; – соответственно коэффициенты учета влияния скорости, степени и температуры на сопротивление деформации;
Uc
– средняя скорость деформации,  , где , где  – скорость движения траверсы пресса. – скорость движения траверсы пресса.
Для стали 9Х2МФ: K0
=2733 МПа, Ku
=0,148, Ke
=0,1993, Kt
=0,00244.
Произведём расчет по формуле (5.4):
 МПа. МПа.
Рассчитаем удельное усилие по формуле (5.2):
 МН/м2
. МН/м2
.
Необходимое усилие пресса для осадки найдем по формуле (5.1):
 МН. МН.
Таким образом, усилие пресса необходимое для осадки меньше номинального усилия гидравлического ковочного пресса ( , см. табл. 2), который используют для ковки заготовок валков холодной прокатки в условиях «ОРМЕТО-ЮУМЗ», поэтому и по разработанной технологии его применение возможно. , см. табл. 2), который используют для ковки заготовок валков холодной прокатки в условиях «ОРМЕТО-ЮУМЗ», поэтому и по разработанной технологии его применение возможно.
6. Расчёт часовой и годовой производительности пресса
Часовая производительность гидравлического ковочного пресса усилием 6000 тс в зависимости от группы сложности поковок представлена в табл. 4. /4/
Таблица 4. Часовая производительность гидравлического ковочного
пресса усилием 6000 тс
| Группа сложности поковок |
Производительность пресса, кг/ч |
| I
|
9500 |
| II
|
6200 |
| III
|
4600 |
| IV
|
2800 |
| V
|
1500 |
Средняя часовая производительность по всем группам сложности поковок равна
 , (6.1) , (6.1)
где  , ,  , ,  , ,  , ,  – доля поковок каждой группы сложности в общем объёме производства поковок на прессе; – доля поковок каждой группы сложности в общем объёме производства поковок на прессе;
 , ,  , ,  , ,  , ,  – часовая производительность каждой группы сложности поковок (см. табл. 4). – часовая производительность каждой группы сложности поковок (см. табл. 4).
Доля поковок каждой группы сложности в общем объёме производства поковок на прессе представлена в табл. 5 (по производственным данным).
Таблица 5. Доля поковок каждой группы сложности в общем объёме производства поковок на прессе
| Группа сложности поковок |
I
|
II
|
III
|
IV
|
V
|
| Доля поковок каждой группы сложности в общем объёме производства поковок на прессе, % |
20 |
30 |
30 |
10 |
10 |
Средняя часовая производительность составит
 . .
Годовой фонд рабочего времени пресса:
 , (6.2) , (6.2)
где  – номинальное время работы в году – всё календарное время за вычетом выходных и праздничных дней, =6144 ч (при работе в три смены); – номинальное время работы в году – всё календарное время за вычетом выходных и праздничных дней, =6144 ч (при работе в три смены);
 – время на планово-предупредительные ремонты, =480 ч/год; – время на планово-предупредительные ремонты, =480 ч/год;
 – время планируемых простоев, =1200 ч/год. – время планируемых простоев, =1200 ч/год.
Годовой фонд рабочего времени пресса составит
 . .
Расчетная годовая производительность пресса равна
 , (6.3) , (6.3)
Рассчитаем  по формуле (6.3): по формуле (6.3):
  т/год. т/год.
7. Определение расхода энергоносителей, бойков и вспомогательных материалов
Расход металла
Металл – основной материал в цехе. Применяют разные методы определения количества металла  , необходимого для выполнения заданной цеху годовой программы выпуска поковок. , необходимого для выполнения заданной цеху годовой программы выпуска поковок.
Общая годовая потребность металла:
 . .
Расход энергоносителей
В кузнечнопрессовых цехах применяют следующие виды энергоносителей: вода, электроэнергия и топливо. /4/
Воду высокого давления используют в гидравлических и парогидравлических прессах. Вода низкого давления применяется в очистных и моечных установках, для охлаждения ручного инструмента, арматуры нагревательных печей и бытовых нужд. Расход воды в гидропрессах мал, она используется только на подпитку гидросистем насосно-аккумуляторных станций. На охлаждение кузнечного инструмента в среднем расходуется 0,01 – 0,015м3
/ч; на поливку полов – 0,6 – 0,8 м3
на 1000 м2
на одну поливку; на охлаждение заслонок нагревательных печей – 0,8 – 1 м3
/ч на 1 м2
площади пода печей, имеющих охлаждаемые заслонки.
Электроэнергию применяют в основном для привода электродвигателей, освещения и в электронагревательных установках. Расход электроэнергии определим по установленной мощности технологического и подъёмно-транспортного оборудования прессового участка, исходя из удельного показателя мощности 0,15 кВт на 1 т поковок /4/:

Топливо для кузнечных печей должно удовлетворять следующим требованиям: давать необходимую рабочую температуру в печи в пределах 13500
…14000
С, удовлетворять условиям для достижения компактности конструкции печи, высокого коэффициента полезного действия и полноты сжигания; гарантировать высокую производительность печи, давать возможность легко регулировать тепловой режим печи с применением автоматических приборов для регулирования; обеспечивать чистоту и гигиеничность работы печи. На «ОРМЕТО-ЮУМЗ» все печи работают на природном газе.
Газообразное топливо обладает рядом преимуществ. Легкая смешиваемость газа с воздухом обеспечивает его сжигание с минимальным избытком воздуха; возможность в крупных печах подогрева не только воздуха, но и газа ведет к дальнейшему снижению удельного расхода топлива.
Расход топлива будем вести на основании имеющихся отчетно-статистических данных об удельном расходе топлива на тонну выпускаемых цехом поковок. Для нагрева в пламенных печах /4/ 1 тонны поковок необходимо 0,1…0,3 тонны условного топлива (принято, что 1 кг условного топлива дает 2,93*104
кДж). Расчет годового расхода в тоннах условного топлива более удобен, чем теоретический, потому что предусматривает возможный переход с одного вида топлива на другой (например, переводной коэффициент для природного газа равен 0,15). Произведем расчет годовой потребности условного топлива помножив удельный расход на годовую производительность:
 тонн/год тонн/год
Топливо применяется также и для термической обработки поковок. При определении расхода топлива на термообработку считают, что в среднем на 1 т термически обрабатываемых поковок расходуется 315…355*104
кДж тепловой энергии или 0,108…0,122 т условного топлива /4/. Годовой расход топлива на термообработку составит
 тонн/год тонн/год
Суммарная годовая потребность в топливе составит
 тонн/год. тонн/год.
Расход инструмента и вспомогательных материалов
Расход вспомогательных материалов, оснастки и инструмента при ковке на прессах на 1 т поковок из низко- и среднелегированных сталей составляет, кг: оснастка (бойки, оправки, осадочные плиты, подкладные кольца, прошивки) 20; инструмент (топоры, раскатки, обжимки, пробойники, клещи) 5; огнеупоры (песок, глина) 30; обтирочные материалы (ветошь) 1; термоизоляционные материалы (асбест) 0,2; смазочные материалы 0,25; краски 0,1. /5/
Произведём расчёт годового расхода инструмента и вспомогательных материалов помножив расход на 1 т поковок на годовую производительность. Расчеты сведём в табл. 6.
Таблица 6. Годовой расход инструмента и вспомогательных материалов
| Наименование вспомогательных материалов и инструмента |
Годовой расход, кг |
| оснастка |
357120 |
| инструмент |
89280 |
| огнеупоры |
535680 |
| обтирочные материалы |
17856 |
| термоизоляционные материалы |
3571,2 |
| смазочные материалы |
4464 |
| краски |
1785,6 |
8. Методы контроля и управления качеством продукции
Причиной брака кованых поковок являются наружные и внутренние дефекты стального слитка. Такие дефекты, как трещины, поверхностные включения и раковины, плены, пузыри, усадочная раковина и рыхлость, пористость, инородные включения и флокены при ковке не устраняются и переходят в поковки. /6/
Неправильный нагрев перед ковкой приводит к образованию чрезмерно большого количества окалины (в крупных слитках слой окалины достигает толщины 12–15 мм),которая при ковке вдавливается в металл и образует глубокие вмятины на поковках. В случае недогрева заготовок на последних переходах ковки могут возникнуть трещины из-за недостаточной пластичности металла.
Перегрев заготовок или чрезмерная продолжительность их выдержки в печи при ковочной температуре, как и окончание ковки при высоких температурах, приводят к крупнозернистости и снижению механических свойств поковок. Перегретые поковки можно исправить последующей термообработкой.
Нагрев до более высоких температур (для стали 1350° С) ведет к неисправимому браку – пережогу, при котором происходит окисление или оплавление по границам зерен с потерей пластических свойств материала.
В результате выгорания углерода при неправильном нагреве высокоуглеродистой стали на поковке образуется обезуглероженная поверхность глубиной, превышающей припуск на обработку, следствием чего является пониженная твердость поверхности изделия после термообработки.
При ковке возможно образование зажимов (складок) из-за неудаленных заусенцев, оставшихся после рубки прибыльной и донной частей слитка или после горячей рубки заготовок на части. Зажимы образуются также при неправильных приемах протяжки и разгонки. В результате интенсивной протяжки заготовки круглого сечения и недостаточного прогрева. При несоблюдении температурного режима или недоброкачественном исходном материале образуются наружные трещины. Внутренние разрывы (свищи, расслоения) чаще всего возникают вследствие неправильного процесса ковки. При низкой температуре окончания ковки в поверхностных слоях поковки образуется наклеп, приводящий к повышенному короблению и трещинам при последующей обработке резанием. При ковке возможно появление кривизны длинных поковок, смещение осевой зоны слитка, вмятины, а также могут быть не выдержаны размеры и показатели механических свойств. При недостаточной проковке слитков в поковке остается крупная кристаллическая литая структура, обусловливающая низкие механические свойства.
Для измерения размеров поковки в процессе ковки по переходам и контроля готовых поковок используют универсальные и специальные измерительные инструменты. К универсальным инструментам относятся: метрические линейки, рулетки, кронциркули, нутромеры, штихмасы и другие простейшие инструменты. Для контроля поковок, изготовляемых повторяющимися партиями, применяют специальные измерительные инструменты – шаблоны и скобы. Шаблоны бывают прутковые – для измерения общей длины поковок или заготовок, профильные – для контроля размеров между уступами и расположения уступов в осевом направлении и контурные – для проверки основных габаритов и внешнего контура поковок сложной формы. Для замеров толщины горячих поковок в процессе ковки пользуются предельными скобами, укрепляемыми на специальных державках, и регулируемыми скобами. При производстве поковок с большим количеством ковочных переходов применяют специальные шаблоны и скобы, рассчитанные на проверку каждого перехода.
Для контроля механических свойств кованых поковок на них предусматривают напуски для вырезки образцов (темплетов), по которым определяют предел прочности, предел текучести, относительное удлинение или сжатие, ударную вязкость и твердость и сравнивают полученные значения с заданными ГОСТом или техническими условиями.
Литература
1.Петров В.С., Карманов А.И. Производство валков холодной прокатки. – М.: Машиностроение, 1978. – 205 с.
2.Кузьминцев В.Н. Ковка на молотах и прессах. – М.: Высшая школа, 1985. – 224 с.
3.Брюханов А.Н. Ковка и объемна штамповка. – М.: Машиностроение, 1975. – 407 с.
4.Буллах В.Н. и др. Проектирование кузнечно-штамповочных цехов и заводов. / В.Н. Буллах, И.Г. Добровольский, П.С. Овчинников. – М.: Высшая школа, 1978. – 258 с.
5.Шехтер В.Я. Проектирование кузнечных и холодноштамповочных цехов. – М.: Высшая школа, 1991. – 367 с.
6.Семенов Е.И. Ковка и объемная штамповка. – М.: Высшая школа, 1972. – 352 с.
|
