ПИСЬМЕННАЯ
РАБОТА.
Профессия: "Сварщик (электросварочные и газосварочные работы)"
Тема: Изготовление контейнера для деталей по эскизу
Содержание
1. Введение
2. Пояснительная записка
2.1 Цель работы
2.2 Расшифровка стали 10
2.3 Технология изготовления
2.3.1 Деталировка изделия
2.3.2 Типы швов
2.3.3 Заготовительные работы
2.3.4 Контроль заготовительных работ
2.3.5 Сборка изделия
2.3.6 Контроль качества сборки изделия
2.3.7 Сварка изделия
2.3.7.1 Выбор сварочного материала
2.3.7.2 Определение силы тока
2.3.7.3 Определение длины дуги
2.3.7.4 Определение напряжения дуги
2.3.7.5 Определение скорости cварки
2.3.7.6 Определение необходимого количества электродов
2.3.7.7 Выбор источника питания электрической дуги
2.3.7.8 Техника сварки
2.3.8 Контроль сварных швов
2.3.9 Контроль готового изделия
3. Нормирование времени
3.1 Определение нормы времени на сварку
3.1.1 Расчет основного времени
3.1.2 Расчет вспомогательного времени
3.1.3 Расчет дополнительного времени
3.1.4 Определение подготовительно-заключительного времени
3.2. Определение нормы времени на сборку
4. Техника безопасности при изготовлении заданной конструкции
5. Сварка меди и ее сплавы
6. Заключение
Список литературы
1. Введение
Сварка - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их пластическом деформировании, или совместным действием того и другого.
Сварка является одним из основных технологических процессов в машиностроении и строительстве. Трудно назвать отрасль, где бы не применялась сварка. Сварка позволила создать принципиально новые конструкции машин, внести коренные изменения в конструкцию и технологию производства.
В связи с развитием научно-технической революции резко возрос диапазон свариваемых толщин, видов сварки. В настоящее время сваривают материалы от нескольких микрон до нескольких метров. Наряду с традиционными сталями сваривают специальные стали и сплавы на основе титана, циркония, молибдена, ниобия и другие, а также разнородные материалы.
Существенно расширились условия проведения сварочных работ. Наряду с обычными условиями сварку выполняют в условиях высоких температур, радиаций, под водой, в вакууме, в условиях невесомости.
Реклама

Были внедрены новые условия сварки - лазерная, электронно-лучевая, ионная, световая, диффузионная, ультразвуковая, электромагнитная, взрывная и другие. Существенно расширились возможности дуговой и контактной сварки.
В области сварочного производства решается задача механизации и автоматизации сварочных процессов и механизации подготовительных, сборочных и контрольных операций.
Сущность сварки заключается в сближении элементарных частиц свариваемых частей настолько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочность соединения.
Виды сварки:
1. К термическому классу относят виды сварки, осуществляемой плавлением, то есть местным расплавлением соединяемых частей с
использованием тепловой энергии: дуговая, газовая, электрошлаковая, электронно-лучевая, плазменно-лучевая, термитная и другие.
1. К термомеханическому классу относятся виды сварки, при которых используется тепловая энергия и давление: контактная, диффузионная, газопрессовая, дугопрессовая и другие.
2. К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, трением и другие.
2. Пояснительная записка
2.1 Цель работы
Цель работы - составить технологию изготовления контейнера для деталей по эскизу, рассчитать количество сварочных материалов и нормы времени, необходимые для изготовления этого изделия.
2.2 Расшифровка стали 10
Химический состав:
Углерод - 0,07-0,14
Кремний - 0,17-0,37
Марганец-0,35-0,65
Фосфор - 0,035
Сера - 0,040
Хрома 0,15,
Никеля – 0,25
Свариваемость:
Свариваемость хорошая, так как эта марка стали не закаливается и не дает трещин при любых условиях и любых видах сварки.
Назначение:
Сталь конструкционная для изготовления сварных конструкций.
2.3 Технология изготовления
2.3.1 Деталировка изделия
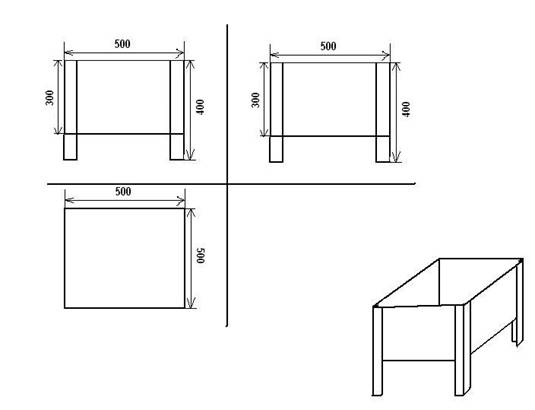
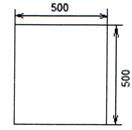
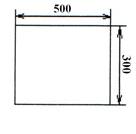
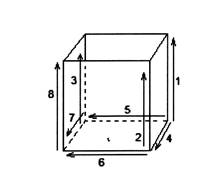
Эскиз конструкции: Толщина (б) металла 2,0 мм
| № |
Наименование детали |
Размеры детали |
Количество штук |
Масса одной детали |
Общая масса |
| 1 |
Днище |
 |
1 |
3,9 кг |
3,9 кг |
| 2 |
Стенка |
 |
4 |
3,7 кг |
14,8 кг |
| 3 |
Уголок |
 |
4 |
7,4 кг |
14,8,кг |
S=a x b
S = 30 x 40 = 1.200 + 1200 = 2400 см
m= 2500 x 0,2 x 7,8 = 3,9
Sстен
= 30 x 50 = 80
m = 2400 x 0,2 x 7,8 = 3,7
Sугол
= 0,3 x 4 x 4 = 4,8
mугол
=4,8 x 0,2 x 7.8 = 7.4
m1
= m2
+m3
= 3,9 + 14,8 = 33,5
Кран для изготовления конструкции не нужен.
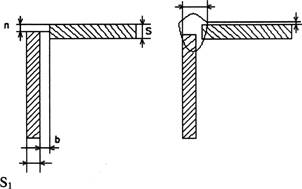
2.3.2 Типы швов
Стенки между собой и с днищем свариваются угловым швом углового cсоединения типа У4
по ГОСТу 5264-80.
| п = |
0.1 см |
| b= |
1мм |
| S = |
5 мм |
| S1 = |
1 мм |
2.3.3 Заготовительные работы
Чистка - удаление загрязнений и ржавчины с поверхности металла.
Листовой прокат, а также заготовки под сварку можно очистить с помощью пескоструйного аппарата.
Реклама

Правка - устранение деформаций. Ее проводят в холодном состоянии, раничивая относительное остаточное удлинение наиболее деформированных участков величиной около 1% или радиусом изгиба, равным 50 толщинам листа.
Лист для заданной конструкции нужно править на листоправильных вальцах.
Разметка - нанесение линий контура. Выполняю вручную, с помощью чертилки, линейки и угольника.
Вырезка - получение заготовки вырезанной по разметке.
Резку листовых деталей с прямолинейными кромками из металла толщиной 40 мм, проводят на гильотинных ножницах.
Гибка - получение нужной формы изделия путем сгибания. Для данной конструкции нужно использовать кромкогибочный станок для бки ножек.
Разделка кромок для этой конструкции не нужна, так как толщина листа –3 мм
2.3.4 Контроль заготовительных работ
Качество чистки определяется внешним осмотром. Правку проверяют линейкой поставленной на ребро. Разметку проверяют повторным измерением. После резки проверяют наличие заусенцев и деформаций внешним осмотром.
Гибку проверяют угольником.
2.3.5 Сборка изделия
Сборку выполняют на столе. Первую стенку № 1 положить на стол, затем первую стенку № 2 установить вертикально и сделать прихватку по центру между 1ми стенками. После этого поставить еще две прихватки по краям. Вторые стенки № 1 и № 2 собрать на прихватки таким же образом. Потом обе части 2нок собрать между собой. Каждый из оставшихся углов - на одну прихватку по центру и две по краям. После этого к собранным между собой стенкам прихватить днище. Каждую сторону днища - на одну прихватку по центру и две краям. В последнюю очередь прихватить четыре уголка ножки, каждую на две прихватки. Зазоры в 1 мм можно выдержать подкладывая в стенки листы ответствующей толщины.
2.3.6 Контроль качества сборки изделия
Контроль сборки изделия выполняют повторными измерениями линейкой, точность углов проверяют угольником. Места прихваток зачищают щеткой. Если "хватки имеют дефект, то их вырезают и делают новые.
2.3.7 Сварка изделия
2.3.7.1 Выбор сварочного материала
Прочность наплавленного металла должна быть не ниже прочности основного, поэтому тип электрода должен быть Э42Ас, прочностью 420 МПа, марки УОНИ 13/45 с основным покрытием Б.
Эти электроды образуют шлаки, в состав которых входят силикаты кальция [и магния, а так же фторид кальция. Защитные газы образуются за счет диссоциации карбонатов. Наплавленный металл склонен к образованию горячих трещин, легирован примесями, обладает высокими прочностными свойствами и ударной вязкостью. Такие электроды используются для сварки конструкций, работающих при температуре до - 70°С. Сварку выполняют на постоянном токе обратной полярности короткой дугой, желательно варить уширенными швами. Электроды с покрытием Б применяются для сварки конструкционных, нержавеющих, окалиностойких, жаропрочных и других сталей и сплавов. В аэрозолях, образующихся при сгорании покрытия, имеются различные фтористые соединения, поэтому сварщик должен иметь средства индивидуальной защиты органов дыхания и с хорошей вентиляцией помещения.
Коэффициент наплавки - 8,5 г/(А х ч).
Диаметр электродов - 3 мм.
Допускаемый ток в нижнем положении - 100 А.
Расход электродов на 1 кг наплавленного металла - 1,6 кг.
Род тока, полярность - постоянный, обратной полярности.
Пространственное положение при сварке - любое.
Условия сварки:
Сварка производится предельно короткой дугой методом опирания. Свариваемые кромки необходимо очищать. Электроды хранить в сухом отапливаемом помещении. При отсырении сушить при температуре 350°С - 370°С в течение 1 часа.
Область применения:
- Для сварки особо ответственных конструкций, работающих при отрицательных температурах.
- Для сварки металла большой толщины, заварки дефектов литья.
2.3.7.2 Определение силы тока
I = (20 + 6 х d) х d
I= (20 + 6 х 3) х 3 = 38 х 3 = 114 А
2.3.7.3 Определение длины дуги
Lдуги
= 0,5 х d
Lдуги
= 0,5 х 3 = 1,5 мм
2.3.7.4 Определение напряжения дуги
(UA
+ UN
) = 10 – 11B
UCT
= 2х 1,5 = 3В
UД
= UA
+ UN
+ UCT
= 10 + 3B = 13 B
а - падение напряжения в катодной и анодной зоне равняется 10 В.
b - удельное падение напряжения в столбе дуги равняется 2 В/мм.
2.3.7.5 Определение скорости сварки
V= (а х I) / (у х Fш
х 100)
V - скорость сварки м/ч
а - коэффициент наплавки, г/А х ч
I - сила тока, А
у - плотность стали, 7,8 г/см
Fш
- площадь сечения сварного шва, см2
Vy
4
= (9,5 х 114) / (7,8 х 0,05 х 100) = 0,03 м/ч
2.3.7.6 Определение необходимого количества электродов
nэ
- (Gm х К (1 + У)) / Gct
nэ
- количество электродов, шт.
Gm - масса наплавленного металла, г.
Gct - масса стержня, г.
К = 1,3 - коэффициент потери на огарок.
Ѱ= 0,3 - коэффициент потери на разбрызгивание.
Масса стержня электрода определяется по формуле:
Gct =JTx (d2
/4) х у х 1э Gct - масса одного стержня электрода, г.
d- диаметр электрода, см2
.
1э - длина электрода, см.
у - плотность стали 7,8 г/см
Gct= 3,14 х (0,32
/4) х 7,8 х 30 = 16,5 г.
Масса наплавленного металла определяется по формуле:
Gm= Fх 1ш х у
Gm- масса наплавленного металла, г'
F- площадь поперечного сечения наплавленного металла, см2
.
1ш - длина шва, см.
у - плотность стали 7,8 г/см .
Gm= 0,05 х 2729,6 х 7,8 = 1064,5гр.
пэ
= (1064,5 х 13 х (1 + 0,3)) /16,5 = 109 шт.
2.3.7.7 Выбор источника питания электрической дуги
Тип ИП зависит от марки электродов УОНИ 13/45, им требуется постоянный ток обратной полярности, поэтому нужно применять выпрямитель ВД-306.
| Параметры |
ВД - 306 |
| Выпрямление холостого хода, В |
70 |
| Номинальный сварочный ток при ПВ = 60%, А |
315 |
| Номинальное напряжение при нагрузке, В |
32,6 |
| Предел регулирования сварочного тока, А |
45-315 |
| Потребляемая мощность, кВт |
21 |
| КПД, % |
70 |
| Коэффициент мощности |
| Габаритные размеры, мм |
765x735x772 |
| Масса, кг |
170 |
2.3.7.8 Техника сварки
Сварку выполняют на столе. Швы заваривают в нижнем положении. Угол наклона электрода равен 15°-20°. колебательные движения электродом - зигзагообразные. Швы выполняют за один слой, так как толщина листа 3 мм. Швы заваривают в следующем порядке:
В этом случае деформации и внутренние напряжения минимальны. Поэтому Т.О. не делают.
2.3.8 Контроль сварных швов
Швы подготавливают к контролю отбивая шлак и зачищая их на расстоянии
20 мм в каждую сторону от шва. Шлак отбивают молоточком. Швы зачищают щеткой по металлу.
Возможные дефекты:
Если электроды плохо просушены, то на металле будет пористость. Если маленькая сила тока, то возможен непровар, если большая сила тока, то - прожог. Если образовался кратер, подрез, наплыв или неравномерная ширина шва, то это вследствие низкой квалификации сварщика.
Чтобы убрать поры их срезают и проваривают заново. Непровар или прожог исправляют, повторно проваривая шов.
Кратеры и подрезы устраняют зачищая их и заваривают заново. Наплывы удаляют, срезая их. Неравномерную ширину шва исправляют повторно проваривая шов, если небольшое усиление, а если сильное, то срезают.
2.3.9 Контроль готового изделия
Могут возникнуть деформации такие, как прогиб или вогнутость. Они возникают из-за перегрева изделия. Их устраняют вручную, молотком или кувалдой.
3. Нормирование времени
Нормирование времени на сварку и резку дает возможность правильно организовывать оплату труда рабочих и планировать производство.
Норма времени, необходимого на изготовление данной металлоконструкции, складывается из нормы времени на сварку и нормы времени на сборку.
Т = ТСВ
+ ТСБ
, мин.
Т = 51,6 + 22,1 =73,7 мин.
3.1 Определение нормы времени на сварку
Тcв
= ТО
+ ТВ
+ ТД
+ ТПЗ
, мин
ТО
- основное время. Время горения дуги или пламени при сварке и резке.
ТВ
- вспомогательное время. Время на установку деталей на рабочее место, поворот ее в процессе сварки, время на смену электродов, зачистку швов и кромок, клеймение швов, переходы на другое место.
ТД
- дополнительное время. Время на обслуживание рабочего места, время на отдых и естественные надобности.
ТПЗ
- подготовительно-заключительное время.
ТСВ
= 59 + 31 + 7,5 + 10 = 107,5 мин.
3.1.1 Расчет основного времени
TО
= ((60xGM
)/(axI))xK
GM
- масса наплавленного металла шва, г.
а - коэффициент наплавки.
I - сила тока, А.
К - поправочный коэффициент.
К = К1
хК2
хКз
хК4
хК5
К1
- коэффициент, зависящий от положения сварных швов в пространстве.
Н-1
К2
- коэффициент, зависит от поворота конструкции.
Продольные швы - 1
К3
- коэффициент, зависит от длины швов.
Более 300 мм -1
К4
- коэффициент, зависит от условий сварки и резки.
В стационарных условиях на сварочной площадке -1
К5
- сварка труб диаметром до 2 м.
К= 1 х 1 х 1 х 1 = 1
ТO
= ((60 х 1064,5) / (9,5 х 114)) х 1 = 59 мин.
3.1.2 Расчет вспомогательного времени
ТВ
= t1
+ t2
+ t3
t1
- время на смену электродов,
t1
= t3
х nЭ
nЭ
- количество электродов, затраченных на выполнение этого вида шва.
tЭ
- время на смену одного электрода, зависит от его диаметра.
Диаметр 3 мм - 0,045 мин.
t1
= 0,045 х 109= 5 мин.
t2
- время на осмотр швов
t2
= 0,35 х 27,29 = 9,5 мин.
t3
- время на отчистку швов от шлака.
t3
= Lх (0,6 + 1,2 х (nС
— 1)), мин.
L- длина шва, м.
nс
- число слоев.
t3
= 27,29 х (0,6 + 1,2 х (1 - 1)) = 16,3 мин.
3.1.3 Расчет дополнительного времени
Тд =
Тобсл
+ Тотд, мин
Тобсл
- время на обслуживание рабочего места, составляет от 3 до 5 % от оперативного времени.
Тобсл = (Топер
/ 100) х (3-5), мин.
Расчет оперативного времени, необходимого для определения Тобсл
и Тотд
.
Топер
= ТO
+ ТВ
= 90
Топер
= 59 + 31 = 90 мин.
Тотд
- время на отдых и личные надобности, составляет от 5 до 15% от оперативного времени.
Тотд
= (Топер
/ 100) х (5-15), мин.
Тотд
= (90/100) х 5 = (90 /100) x 5 = 4,5 мин
| Содержание работы |
Работа простая |
| Получение производственного задания и инструктажа |
5 |
| Ознакомление с работой |
3 |
| Подготовка приспособлений |
- |
| Сдача работы |
2 |
| Всего Тпз =
мин |
17 |
3.1.4 Определение подготовительно-заключительного времени
3.2 Определение нормы времени на сборку
Она составляет до 30% от времени всех сборочно-сварочных работ.
Тсб = (ТСВ
/ 70) х 30, мин.
ТСБ
= (107,5/70) х 30 = 45 мин.
ТОБЩ
= ТСВ +
ТСБ
= 107,5 + 45 = 152,5 мин.
4. Техника безопасности при изготовлении заданной конструкции
Во избежание поражения электрическим током необходимо соблюдать следующие условия. Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надежно заземлены. Для подключения сварочного тока к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна быть более 10 м.
Присоединять и отсоединять от сети электросварочное оборудование, а также наблюдать за его исправным состоянием в процессе эксплуатации обязан специальный персонал. Сварщика запрещается выполнять эти работы. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Все сварочные установки при работе в условиях, требующих особой электробезопасности, должны иметь устройство для автоматического отключения сварочной цепи или снижения напряжения холостого хода.
Для защиты зрения и кожи лица от излучений сварочной дуги сварщики должны иметь щиток или маску со светофильтрами. Во избежание ожогов от брызг металла и шлака надо работать в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Удаление вредных газов и пыли из зоны сварки, а также подача чистого воздуха, защита от отравлений осуществляется местной и общей вентиляцией
5. Сварка меди и ее сплавы
В начале, отметим такие технические характеристики меди и ее сплавов, как высокая стойкость по отношению к воздействию различных химических веществ, сохранение высоких механических свойств в условиях глубокого холода, высокие показатели теплопроводности и электропроводности.
Техническая медь в зависимости от марки может иметь различное количество примесей: Bi, Sb, As, Fe, Ni, Рb, Sn, S, Zn, P, О. В наиболее чистой меди марки M00 примесей может быть до 0,01%, марки М4 - до 1%. Сплавы на медной основе в зависимости от состава легирующих элементов относятся к латуням, бронзам, медно-никелевым сплавам.
Латунь. Латунями называют сплавы меди с цинком (простые латуни); содержание цинка может достигать 42 %. Если, помимо цинка, сплав содержит и другие легирующие элементы (Al, Fe, Ni, Si), сплав относят к сложным латуням. Латуни имеют повышенную прочность по сравнению с чистой медью (sigmaв до 50 кгс/мм2)(или предел выносливости до 470 МПа). Однако при содержании свыше 20% Zn появляется склонность сплава к коррозионному растрескиванию и образованию трещин при местном нагреве. Латуни широко применяют в качестве конструкционного материала, обладающего высокой коррозионной стой-костью и более прочного, чем медь.
Сплавы на медной основе, в которых цинк не является основным легирующим элементом, называют бронзами. Название бронзы уточняется по главному легирующему элементу, благодаря которому бронза приобретает те или иные свойства. Широкое применение находят бронзы оловянные (2-10% Sn), алюминиевые (4-11,5% А1), кремнистые (0,5-3,5% Si), марганцевые (4,5- 5,5% Мп), бериллиевые (1,9-2,2% Be), хромистые (0,4-1% Сг).
Оловянная бронза имеет хорошую коррозионную стойкость и антифрикционные свойства. Поэтому они широко применяются при изготовлении коррозионно-стойкой арматуры, для различных трубопроводов, вкладышей подшипников и т. д. Бронзы алюминиевые и кремнистые имеют высокие механические свойства и хорошую коррозионную стойкость. Они более дешевы. Если позволяют условия работы, их широко используют взамен оловянных. Марганцовистые бронзы помимо хорошей коррозионной стойкости обладают повышенной жаропрочностью. Бериллиевые бронзы имеют высокую коррозионную стойкость и после термообработки становятся немагнитными с очень высокой прочностью, соответствующей прочности стали. Из этих бронз изготовляют различные гибкие, прочные элементы в приборах и различных устройствах,
Медно-никелевые сплавы могут содержать до 30% Ni, а также железо, марганец. Сплав МНЖ 5-1, прочный и коррозионно-стойкий, широко используют как конструкционный для изготовления трубопроводов и сосудов, работающих в агрессивных средах (морской воде, растворах солей, органических кислотах). Сложная композиция сплавов на медной основе, наличие разнообразных компонентов в виде примесей в технической меди обусловливают определенные трудности при сварке этих металлов.
Необходимо учитывать следующие особенности меди и ее сплавов, влияющие на технологию сварки.
Особенности меди
В связи с высокой температурой и теплопроводностью, затрудняющими локальный разогрев, требуются более концентрированные источники нагрева и повышенные режимы сварки. Однако в связи со склонностью меди к росту зерна при сварке многослойных швов металл каждого прохода для измельчения зерна проковывают при температурах 550-800 град. С.
Легкая окисляемость меди при высоких температурах приводит к засорению металла шва тугоплавкими окислами. Закись меди растворима в жидком металле и ограниченно - в твердом. С медью закись образует легкоплавкую эвтектику Си-Си2О (температура плавления 1064 град. С), которая сосредоточивается по границам зерен и снижает пластичность меди, что может привести к образованию горячих трещин.
Как следует из диаграммы состояния медь - кислород, незначительная концентрация кислорода снижает температуру плавления меди, при содержании кислорода 0,38% (что соответствует 3,4% Сu2О) образуется эвтектика с температурой плавления 1064 град. С. В связи с указанным и ввиду ограниченной по времени возможности металлургической обработки металла сварочной ванны (малое время существования из-за большой теплопроводности меди) необходимо введение энергичных раскислителей - фосфора, марганца, кремния и др. при ограничении содержания кислорода до 0,03%; в особо ответственных конструкциях (например, судовые трубопроводы, сосуды и т. п.) содержание кислорода допускается не более 0,01%.
Для разрушения тугоплавких окислов, образующих пленку на поверхности сварочной ванны, применяют флюсы на основе буры (95% Na2B4O7 и 5% Mg), которые способствуют химической очистке, переводя тугоплавкие окислы в легкоплавкие комплексные соединения.
Однако применение фосфора для целей раскисления следует ограничивать, так как он также дает легкоплавкие эвтектики. Раскислитель, участвуя в металлургическом процессе сварки, не только раскисляет металл, но одновременно и легирует его, что может снизить его коррозионную стойкость и электропроводность.
Наличие некоторых примесей может способствовать склонности сварных соединений к образованию трещин. Так, например, висмут, образующий ряд окислов BiO, Bi2O3, Bi2O4, Bi2O5, дает легкоплавкую эвтектику с температурой плавления 270 град. С, а свинец, образующий окислы РЬО, РЬО2, РЬ2О3, дает легкоплавкую эвтектику с температурой плавления 326 град. С. По указанной причине должно быть резко ограничено содержание этих примесей (Bi < 0,002%; Pb < 0,005%), либо они должны быть связаны в тугоплавкие соединения введением в сварочную ванну таких элементов, как церий, цирконий, играющих одновременно роль модификаторов.
При сварке алюминиевых бронз легко образуется тугоплавкий окисел Аl2О3, засоряющий сварочную ванну, ухудшающий сплавление металла и свойства сварного соединения. Для его разрушения применяют флюсы, состоящие из фторидов и хлоридов, щелочных и других металлов.
При сварке латуней возможно испарение цинка (температура кипения 907 град. С, т. е. ниже температуры плавления меди). Образующийся окисел цинка ядовит, поэтому при сварке требуется хорошая вентиляция. Испарение цинка может привести к пористости металла шва. Это осложнение удается преодолеть предварительным подогревом металла до температуры 200 -300 град. С и повышением скорости сварки, уменьшающим растекание жидкого металла и испарение цинка.
Высокий коэффициент линейного расширения (в 1,5 раза больше, чем у стали) может вызвать при сварке повышенные температурные и остаточные сварочные напряжения и деформации. Сочетание высоких температурных напряжений со снижением механических свойств может способствовать образованию трещин. Для уменьшения деформации конструкции сварку ведут в жестком закреплении, по прихваткам. При повышенной толщине металла регулируют величину зазора.
Медь в расплавленном состоянии поглощает значительные количества водорода. При кристаллизации металла сварочной ванны с большой скоростью ввиду высокой теплопроводности меди и резким уменьшением растворимости водорода в металле атомарный водород не успевает покинуть металл за счет десорбции. Закись меди восстанавливается водородом с образованием паров воды, что приводит к образованию в шве пор и трещин.
В околошовной зоне диффузионно-подвижный водород взаимодействует с Сu2О, располагающейся по границам зерен; образующиеся пары воды, которые не растворяются в меди и не могут из нее выйти, создают в металле значительные напряжения, приводящие к образованию большого числа микротрещин. Это явление получило название водородной болезни меди. Для предупреждения водородной болезни меди следует снижать количество водорода в зоне сварки (прокалка электродов и флюсов, применение осушенных защитных газов). Окись углерода также может участвовать в раскислении меди, что также способствует образованию пор. Сродство меди к азоту весьма мало, поэтому азот можно использовать при сварке меди в качестве защитного газа.
Повышенная жидкотекучесть расплавленной меди и ее сплавов (особенно бронзы) затрудняет сварку в вертикальном и потолочном положениях, поэтому чаще всего сварку ведут в нижнем положении. Для формирования корня шва без дефектов необходимы подкладки.
Для сварки меди и ее сплавов могут быть применены все основные способы сварки плавлением. Наибольшее применение нашли дуговая сварка в защитных газах, ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электронно-лучевая сварка.
Сварка в защитных газах позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов используют азот особой чистоты, аргон высшего сорта, гелий высшей категории качества, а также их смеси (например, (70 .... 80) % Аr + (20 ... 30) % N2 для экономии аргона и увеличения глубины проплавления). При сварке в среде азота эффективный и термический КПД дуги выше, чем при сварке в среде аргона и гелия, но ниже устойчивость горения дуги.
Табл. 6 Выбор диаметра вольфрамового электрода и присадки
| Толщина заготовки, мм |
1 ... 1,5 |
2 ... 3 |
4 ... 6 |
7 ... 10 |
11 ... 16 |
>16 |
| Диаметр электрода, мм |
1,6 ... 2 |
3 ... 4 |
4 ... 5 |
4 ... 5 |
5 ... 6 |
6 |
| Диаметр присадочной проволоки, мм |
2 |
3 |
4 |
5 |
5 ... 6 |
6 |
При сварке в защитных газах в качестве неплавящегося электрода используют лантанированные или иттрированные вольфрамовые электроды диаметром до 6 мм. В качестве присадочного материала используют проволоку из меди и ее сплавов, по составу близкую к основному металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ 0,1-0,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке в среде азота или в смеси азота с гелием сварочный ток уменьшают, а напряжение повышают (табл. 7). При толщинах более 4 ... 5 мм рекомендуется подогрев до 300 ... 600 °С.
Рекомендуемые режимы сварки меди вольфрамовым электродом (стыковые соединения на медной водоохлаждаемой подкладке или флюсовой подушке)
| Толщина металла, мм |
Зазор между кромками, мм |
Ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Температура подогрева, °С |
Расход газа, л/мин |
| В среде аргона |
| 2 |
0 ... 0,5 |
100 ... 120 |
10 ... 14 |
25 ... 30 |
нет |
10 ... 12 |
| 4 |
1,0 ... 1,5 |
380 ... 400 |
12 ... 16 |
30 ... 35 |
300 ... 400 |
12 ... 14 |
| В среде азота |
| 2 |
0 ... 0,5 |
70 ... 90 |
20 ... 24 |
20 ... 22 |
нет |
16 ... 18 |
| 4 |
1,0 ... 1,5 |
180 ... 200 |
24 ... 28 |
18 ... 20 |
нет |
18 ... 20 |
| 10 |
1,0 ... 1,5 |
400 ... 420 |
31 ... 36 |
12 ... 14 |
400 ... 600 |
22 ... 24 |
При сварке плавящимся электродом используют постоянный ток обратной полярности. Широкое распространение для меди при толщинах более 4 мм получила многослойная полуавтоматическая сварка проволокой малого диаметра (1 ... 2 мм). Режимы сварки: сварочный ток 150 ... 200 А для проволоки диаметром 1 мм и 300 ... 450 А для проволоки диаметром 2 мм, напряжение дуги 22 ... 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 ... 300 °С.
Для латуней, бронз и медно-никелевых сплавов предпочтительнее сварка неплавящимся электродом, так как в этом случае меньше испарение цинка, олова и других элементов. Предварительный подогрев для медных сплавов требуется при толщинах более 12 мм.
Ручная дуговая сварка меди и ее сплавов покрытыми электродами выполняется на постоянном токе обратной полярности (табл. 8). Медные листы толщиной до 4 мм сваривают без разделки кромок, до 10 мм с односторонней разделкой при угле скоса 60 ... 70° и притуплении 1,5 ... 3 мм, более 10 мм - с Х-образной разделкой кромок. Для сварки меди используют электроды с покрытием "Комсомолец-100", АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ, АНЦ-3.
Сварку ведут короткой дугой с возвратно-поступательным движением электродов без поперечных колебаний. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, снижает механические свойства сварного соединения. Предварительный подогрев делают при толщине 5 ... 8 мм до 200 ... 300 °С, а при толщине 24 мм - до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Табл. 8 Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами
| Толщина, мм |
Диаметр электрода, мм |
Ток дуги, А |
Напряжение, В |
| 2 |
2 ... 3 |
100 ... 120 |
25 ... 27 |
| 4 |
4 ... 5 |
160 ... 200 |
25 ... 27 |
| 6 |
5 ... 7 |
260 ... 340 |
26 ... 28 |
| 10 |
6 ... 8 |
400 ... 420 |
28 ... 30 |
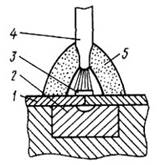
Рис. 2 Схема механизированной сварки меди угольным электродом под флюсом
Механизированную дуговую сварку под флюсом осуществляют угольным (графитовым) электродом (рис. 2) и плавящимся электродом. Сварка угольным электродом выполняется на постоянном токе прямой полярности с использованием стандартных флюсов АН-348А, ОСЦ-45, АН-20. При сварке угольным электродом кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 3, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 ... 21 В, скорость сварки 6 ... 25 м/ч.
Механизированная сварка плавящимся электродом под плавлеными флюсами (АН-200, АН-348А, ОСЦ-45, АН-M1) выполняется на постоянном токе обратной полярности, а под керамическим флюсом ЖМ-1 и на переменном токе. Основным преимуществом этого способа сварки является возможность получения высоких механических свойств сварного соединения без предварительного подогрева. При сварке меди используют сварочную проволоку диаметром 1,4 ... 5 мм из меди МБ, M1, бронзы БрКМц 3-1, БрОЦ 4-3 и т.д. За один проход можно сваривать без разделки кромок толщины до 15 ... 20 мм, а при использовании сдвоенного (расщепленного) электрода - до 30 мм. При толщинах кромок более 15 мм рекомендуют делать V-образную разделку с углом раскрытия 90°, притуплением 2 ... 5 мм, без зазора. Флюс и графитовые подкладки перед сваркой должны быть прокалены. Для возбуждения дуги при сварке под флюсом проволоку закорачивают на изделие через медную обезжиренную стружку или пружину из медной проволоки диаметром 0,5 ... 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
При сварке латуней применяют флюсы АН-20, ФЦ-10, МАТИ-53 и бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки. Сварка ведется на низких значениях сварочного тока и напряжения для снижения интенсивности испарения цинка. Бронзы под флюсом свариваются хорошо.
Табл. 9 Ориентировочные режимы автоматической сварки меди под флюсом (стыковое соединение, диаметр электродной проволоки 5 мм)
| Толщина, мм |
Разделка кромок |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч (х103, м/с) |
| 5 ... 6 |
Без разделки |
500 ... 550 |
38 ... 42 |
45 ... 40 (12,6 ... 11,2) |
| 10... 12 |
700 ... 800 |
40 ... 44 |
20 ... 15 (5,6 ... 4,2) |
| 16 ...20 |
850 ... 1000 |
45 ... 50 |
12 ... 8 (3,4 ...2,2) |
| 25 ...30 |
U-образная |
1000 ... 1100 |
45 ... 50 |
8 ... 6 (2,2 ... 1,7) |
Газовая сварка меди используется в ремонтных работах. Рекомендуют использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней - окислительное (с целью уменьшения выгорания цинка). Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10 ... 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов - сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 ... 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств. При электрошлаковой сварке меди применяют легкоплавкие флюсы системы NaF-LiF-CaF2 (AHM-10). Режим электрошлаковой сварки: сварочный ток Iсв = 1800 ... 1000 А, напряжение U = 40 ... 50 В, скорость подачи пластинчатого электрода 12 ... 15 м/ч. Механические свойства шва мало отличаются от свойств основного металла.
Электронно-лучевая сварка меди эффективна при изготовлении электровакуумных приборов. Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры. При соединении элементов из меди и ее сплавов больших толщин хорошие результаты дает плазменная сварка. Возможно производить сварку элементов толщиной до 60 мм за один проход. Применяют плазмотроны прямого действия. Для обеспечения хорошей защиты от атмосферного воздуха плазменную сварку иногда выполняют по слою флюса, а для создания мелкозернистой структуры используют порошковую проволоку. Для сварки малых толщин до 0,5 мм эффективно используют микроплазменную сварку.
7. Заключение
Практику проходил на предприятии Заданную конструкцию на данном предприятии изготовить возможно. Все необходимое оборудование на предприятии имеется. Работу предприятия можно улучшить, заменив устаревшее оборудование на более современнее и внедрить новые технологии производства.
Список литературы
1. ГОСТ 5264-80 Конструктивные элементы сварных соединений и швов, выполненных РДС
2. Верховенко Л.В., Тукин А.К. Справочник сварщика, Минск, Вышейшая школа, 1990.
3. Конспекты.
|
