курсовая работа
Вторичная переработка пластмасс как пример безотходной технологии
С
одержание
Введение
1. ПЛАСТМАССЫ
2. Использование отходов пластмасс путем повторной переработки
2.1 Измельчение отходов пластмасс
2.2 Сепарация, отмывка и разделение отходов
2.3 Переработка индивидуальных отходов
2.4 Переработка смесей отходов без разделения
2.4.1 Многокомпонентное литье
2.4.2 Получение вспененных изделий
2.5 Модификация смесей отходов
3. Повторное использование чистых, незагрязненных однотиповых отходов пластмасс
ЗАКЛЮЧЕНИЕ
Литература
Промышленность пластмасс развивается сегодня исключительно высокими темпами. Начиная с 60-х годов, производство полимеров, основную долю которых составляют пластмассы, удваивается через каждые 5 лет, и эти темпы роста в соответствии с прогнозом на период до 1990 г. сохранятся.
Характерным является опережающее развитие в промышленности пластмасс термопластичных материалов, составляющих в среднем около 70 % от общего количества производимых пластмасс. Одним из сопутствующих эффектов бурного роста промышленности пластмасс является одновременное увеличение количества пластмассовых отходов. Так, в ФРГ они составили в 1977 г. 1,2 млн. т, в США общие отходы полимеров в 1980 г. — 6,4 млн. т, а в Японии по прогнозу к 1985 г. превысят 4,4 млн. т/год. В Англии образуется в год около 800 тыс. т пластмассовых отходов, из которых примерно 300 тыс. т составляют промышленные отходы термопластов. В Швеции количество отходов только от переработки пластмасс превышает 11 тыс. т/год. В 1975 г. в ГДР отходы пластмасс составили 30—40 тыс. т, в Польше — около 20 тыс. т, а всего в странах-членах СЭВ — 200—250 тыс. т.
Таким образом, отходы пластмасс превратились в серьезный источник загрязнения окружающей среды и большинство стран резко интенсифицировали работы по созданию эффективных процессов утилизации или обезвреживания этих отходов. Это во многом связано и с тем, что пластмассовые отходы являются все возрастающим по масштабам вторичным сырьем, которое может служить как для получения изделий и композиций, так и в качестве источника топливных ресурсов. В условиях, когда сырьевые нефтехимические проблемы и проблемы энергетики очень остро стоят во многих странах мира, определенный вклад в решение этих вопросов может внести применение рациональных способов утилизации и обработки пластмассовых отходов.
Реклама

По источникам образования отходы делятся на две большие группы: отходы производства и отходы потребления. Первая группа состоит из отходов, образующихся на стадии синтеза полимеров и при их переработке. Вторая группа включает в себя отходы технического назначения, источником образования которых являются различные области промышленности, применяющие пластмассы, и бытовые отходы, состоящие и основном из вышедших из употребления изделии (главным образом тара и упаковка).
Основную долю отходов, естественно, составляют термопласты, что соответствует их высокому удельному весу в общем выпуске пластмасс.
Задачи, стоящие в связи с утилизацией и обезвреживанием отходов пластмасс, существенно различаются. При разработке способов использования производственных отходов главные трудности связаны с их более низким качеством по сравнению с первичными пластмассами, наличием инородных включений, загрязнений и, в меньшей степени, с необходимостью разделения отходов на индивидуальные по видам пластмассы. При утилизации отходов второй группы большие сложности возникают при организации сбора, транспортировки и выделения пластмасс из общей массы производственно-бытовых отходов. Поскольку содержание в них пластмассовых отходов сравнительно невелико (2—12 %), трудоемкость выделения последних не всегда окупается. Это в свою очередь наталкивает на новые пути утилизации, связанные с совместной переработкой пластмассовых отходов с бытовым мусором. В случае же, если их удается отделить, дальнейшая обработка ничем не отличается от обработки производственных отходов пластмасс.
В настоящей работе основное внимание будет уделено вопросам утилизации или обезвреживания производственных отходов, образующихся на предприятиях по синтезу и переработке пластмасс. При этом более детально будет рассмотрено все то, что связано с отходами термопластичных материалов, которые преобладают в отходах пластмасс.
Неуклонный рост выпуска пластмасс вовсе не означает, что количество производственных отходов при этом пропорционально увеличивается. Современные тенденции создания малоотходной и безотходной технологии приводят к тому, что рост производства пластмасс неизбежно сопровождается совершенствованием технологических процессов, внедрением нового оборудования для синтеза и переработки.
Реклама

В области синтеза пластмасс преимущественное развитие получают процессы полимеризации в массе (получение полиэтилена, полистирола) по сравнению с водно-дисперсионными методами. Все интенсивнее внедряются непрерывные процессы с высоким уровнем автоматизации и механизации, вытесняя периодические процессы. Возрастают единичные мощности технологического оборудования (полимеризаторов, сушилок, экструдеров и др.) и совершенствуется их конструкция. Улучшается качество сырья, используемого в процессах синтеза и конфекционирования.
В настоящее время наряду с совершенствованием технологии синтеза и переработки пластмасс все большее внимание уделяется разработке процессов и методов утилизации или обезвреживания пластмассовых отходов. При этом можно выделить следующие основные направления [1]:
1) повторная переработка отходов или использование их в различных композициях;
2) термическое разложение с получением целевых продуктов;
3) термическое обезвреживание с регенерацией выделяемой теплоты;
Пластмассы или полимеры и изделия из них нашли широкое применение во всех областях человеческой деятельности. Производство и использование пластмасс—одно из проявлений научно-технического прогресса, так как оно способствует снижению издержек на производство многих изделий, эксплуатационных расходов, повышению качества и улучшению их внешнего вида. Незначительная масса изделий из пластмасс позволяет снизить транспортные расходы и затраты труда при монтаже крупногабаритных конструкций. Физико-химические и механические свойства, а также экономические преимущества пластмасс обусловливают их важную роль в химизации хозяйства. Полимерные материалы заменяют различные традиционные материалы (металлы, стекло, бумагу, картон, кожу).
Мировой выпуск пластмасс с 1960 г. по 1980 г. возрос с 6,9 млн. т до 59,5 млн. т, или в 8,6 раза. За этот период выпуск пластических масс и синтетических смол в нашей стране вырос с 312 тыс. т до 3,6 млн. т, т. е. более чем в 11 раз. За годы одиннадцатой пятилетки производство пластмасс увеличилось еще в 1,7 раза и достигло 6,25 млн. т. У нас в стране потребность в пластмассах еще превышает возможности их производства, несмотря на высокие темпы развития. Это объясняется высоким эффектом их использования. Так, укрупненные расчеты эффективности производства и применения пластмасс показали, что выпуск 1 млн. т этих материалов дает экономию 0,6 млрд. долл. за счет снижения себестоимости, 1,0 млрд. долл. — за счет капитальных вложений и 0,5—0,6 млрд. чел.— час, что эквивалентно условному освобождению 300 тыс. работающих.
Одно из важнейших преимуществ пластмасс в сравнении с другими материалами — широкая возможность получения материалов с заданной комбинацией свойств. Пластмассы находят все большее применение в строительстве, машиностроении, электронной промышленности, производстве мебели, тары, упаковки, предметов бытового назначения, а также в сельском хозяйстве, на транспорте, в медицине и т. д.
В последние годы увеличился выпуск таких материалов, как термоэластопласты и фторуглеродные пластмассы. Термоэластопласты, представляющие собой новый класс материалов — блок-сополимеров, сочетают в себе свойства вулканизированных каучуков и термопластов. К ним относятся бутандиенстирольные, изопренстирольные, полиолефиновые, этиленвинилацетатные сополимеры. Термоэластопласты, подобно обычным пластмассам, могут быть переработаны методами экструзии, каландрирования, термоформования и литья под давлением.
Фторопласты (полимеры на основе политетрафторэтилена, тетрафторэтилена и гексафторпропилена) обладают высокой коррозионной устойчивостью, термостабильностью и другими ценными свойствами, которые способствуют их широкому применению в машиностроении, электротехнике и электронике, химической промышленности, в самолетостроении, космонавтике и приборостроении, а также для бытовых нужд.
В качестве строительных материалов пластмассы применяются уже более 50 лет. Их использование в строительстве за рубежом достигло значительных размеров. В ФРГ, например, на долю строительства приходится 25%, в США—20%, в Великобритании—20%, во Франции—18%, в Японии—13%, в Италии—10% всего потребления пластмасс.
Пластмассы не только заменяют или дополняют традиционные материалы, но и способствуют развитию новых, более производительных способов строительства. Преимущества пластмасс перед традиционными материалами выражаются в облегчении конструкций, упрощении монтажных работ, снижении транспортных расходов, расширении возможностей применения типовых деталей, улучшении тепло- и звукоизоляции и в конечном итоге—сокращении сроков и удешевлении капитального строительства.
Анализируя темпы роста производства пластических масс у нас в стране и за рубежом, можно предположить, что эта подотрасль химической промышленности остается наиболее быстро растущей на ближайшее десятилетие. Среди синтетических смол и пластмасс первое место по объему выработки во всем мире занимает полиэтилен. По прогнозным данным, до 2000 г. его доминирующее место сохранится.
Достоинством пластмасс является меньший расход энергии на их производство, чем на производство конкурирующих с ними материалов. Так, на производство 1 кг распространенных видов пластмасс расходуется около 10 МДж энергии, стали — 20 - 50, алюминия — 60 - 270, стекла бутылочного — 30 - 50 МДж. Доля стоимости энергии в издержках производства пластмасс составляет в среднем 2%, в производстве стали - 4, стекла бутылочного - 5, цемента - 15 и алюминия первичного - 23%. Энергоемкость изготовления изделий из пластмасс также значительно ниже. Например, расход энергии на изготовление стеклянных бутылей в 20—30 раз выше, чем этот показатель при производстве пластмассовых сосудов такой же емкости.
Технология производства пластмасс развивается по пути совершенствования традиционных методов, разработки и внедрения новых методов, в первую очередь для производства крупнотоннажных продуктов: полиэтилена, полипропилена, поливинилхлорида, полистирола. Наблюдается тенденция к увеличению степени конверсии, например, с помощью более эффективных инициаторов реакции, к повышению единичной мощности агрегатов, проведению реакций в более мягких условиях, совмещению стадии полимеризации в присутствии более активных катализаторов с процессом формования изделий.
Традиционные виды сырья заменяются новыми. Так, если раньше в качестве сырья использовали главным образом карбид кальция, каменноугольную смолу и коксовый газ, то в настоящее время основным органическим сырьем стали продукты переработки нефти и природного газа. Отмечается, что около 5% нефти, используемой в промышленности развитых стран, расходуется в нефтеперерабатывающей промышленности, из них около 50%—для производства пластмасс.
Все большее применение приобретают новые источники энергии для нагрева, отверждения и полимеризации пластмасс, такие, как радиоволны, ультразвук и радиация. Улучшение физико-химических свойств пластмасс достигается повышением чистоты исходных мономеров «сшивкой» полимерных цепей (в том числе и радиационным методом), введением сомономеров, различных наполнителей и добавок. Значительно увеличилось производство так называемых усиленных пластмасс—стеклопластиков, изготавливаемых на основе ненасыщенных полиэфиров и стекловолокна.
Увеличение поступающих в окружающую среду отходов пластмасс представляет значительную экологическую помеху. Отходы пластмасс образуются на всех стадиях их производства и использования. Из общего количества получаемых отходов около 60% образуется при производстве упаковочных материалов; производственные и промышленные отходы составляют 17%, оставшееся количество приходится на долю бытовых отходов. Доля основных типов термопластов в промышлепных отходах (в %) по годам приведена ниже:
| 1970 г. |
1975 г. |
1980 г. |
| Полиэтилен низкой плотности |
31,7 |
31,9 |
32,0 |
| Полиэтилен высокой плотности |
6,8 |
7,8 |
8,5 |
| Полипропилен |
8,4 |
10,9 |
13,2 |
| Полистирол |
19,4 |
18,6 |
17,9 |
| Поливинилхлорид |
33,7 |
30,8 |
28,4 |
Как видно, доля полиолефинов в объеме промышленных отходов пластмасс увеличивается. Отмечается также рост процентного содержания пластмасс в городских и бытовых отходах. За 1960—1980 гг. в странах Общего рынка содержание пластмасс в городских и бытовых отходах возросло с 1 до 6%, т. е. в 6 раз.
Особенно серьезную опасность породили изделия одноразового употребления, а также изделия с относительно небольшие сроком службы (одежда, мебель, игрушки, упаковка, бытовые предметы и т. д.). Около 2/3 из перечисленных изделий имеют срок службы 1—2 г., хотя отдельные виды пластмасс—более 10 лет.
Вышедшие из употребления изделия из пластмасс выбрасывают с прочими бытовыми отходами в окружающую среду, загрязняя почву и водоемы. Более половины отходов образуется в сфере быта и 10 - 12% создаются в сфере торговли. В высокоразвитых странах ежесуточно на душу населения образуется 12 - 35 г отходов из пластмассы.
В 1980 г. доля пластмасс в городских отходах составила (% по массе): Великобритании - 2%, СССР - 2%, США - 2 - 3%, ФРГ - 4 - 6%, скандинавских странах - 7,5%, Японии - 8 - 12%. В США, например, в 1976 г. из 4 млн. пластмасс, содержащихся в городских отходах, 60% составляли упаковочные материалы. В 1980 г. доля пластмассовых отходов в городском мусоре превысила 8,5 млн. т, однако содержание упаковочных материалов снизилось до 54% в результате использования пластмасс с большим сроком службы.
Существует множество различных типов отходов пластмасс, для простоты их делят на четыре категории по методам обработки:
1. односортовые пластмассы в виде отходов и лома, которые можно добавлять в процесс, с помощью которого они первоначально получены;
2. односортовые загрязненные пластмассы, которые должны пройти дополнительную обработку и не могут быть непосредственно введены в процесс их производства;
3. смешанные отходы пластмасс с известным составом, в основном не содержащие посторонних примесей;
4. разнообразные сорта пластмасс, содержащиеся в твердых городских отходах, загрязненные посторонними примесями.
Отходы пластмасс либо захоранивают (с предварительной обработкой или без нее), либо рециклизируют, добавляя их в качестве сырья. В зависимости от сорта получаемого продукта различают рециклизацию, в которой используются отходы пластмасс без примесей (так называемая «первичная рециклизация»), и такую, в которой в качестве сырья добавляют отходы пластмассы, в небольшой степени загрязненные примесями. Вторичная обработка («вторичная рециклизация») подразумевает использование отходов в производстве продуктов более низкого качества, чем продукты первого сорта. Сильно загрязненные отходы пластмасс перерабатывают в другие - масла, парафины, жиры, мономеры, синтез-газ (так называемая «третичная рециклизация»).
В процессе производства пластмасс стоимость сырья составляет 50—70% общей стоимости продукта и поэтому очень важно уменьшение выхода отхода и максимально возможное использование отходов и лома [2, 3].
При всем многообразии способов утилизации промышленных отходов пластмасс и применяемого при этом оборудования общая схема процесса может быть представлена следующим образом:
Предварительная сортировка и очистка ® измельчение ® отмывка и сепарация ® классификация по видам ® сушка ® конфекцирование и грануляция ® переработка в изделия
Первая стадия обычно включает сортировку отходов по внешнему виду, отделение непластмассовых компонентов. Вторая стадия — одна из наиболее ответственных в процессе. В результате одно- или двухстадийного измельчения материал достигает размеров, достаточных для того, чтобы можно было осуществлять его дальнейшую переработку.
На следующем этапе дробленый материал подвергают отмывке от загрязнений различными растворителями, моющими средствами и водой, а также отделяют от неметаллических примесей.
Четвертая стадия зависит от выбранного способа разделения отходов по видам пластмасс. В том случае, если отдается предпочтение мокрому способу, сначала производят разделение, а затем сушку. При использовании сухих способов вначале дробленные отходы сушат, а затем уже классифицируют. Высушенные дробленые отходы смешивают при необходимости со стабилизаторами, красителями, наполнителями и другими ингредиентами и гранулируют.
Заключительной стадией процесса использования отходов является переработка гранулята в изделия.
На установке в г. Фунабаси (рис. 1) пластмассовые отходы, содержащие до 10 % каучука, металла, стекла и других материалов, конвейером / подают на дробилку 2. Измельченные отходы промывают и пневматическим транспортом направляют в воздушный классификатор 3, где отделяется около 3 % тяжелых отходов. Далее отходы дополнительно измельчают в дробилке второй ступени и продувают через магнитный сепаратор 4 для удаления оставшихся металлов. Затем измельченные отходы промывают водой и детергентами и сушат в центробежной сушилке 7. Высушенные отходы перемешивают в турбинной мельнице 8 для предотвращения комкования и подают в экструдер 9, где с помощью таблетирующего устройства 10 материал превращается в таблетки [1,4].
На установках такого типа перерабатывают в основном отходы потребления. Что же касается производственных отходов, то схема процесса их переработки нередко упрощается за счет исключения ряда стадий (особенно 3, 4 и 5) и часто сводится к следующей: 1 ® 2 ® 6 ® 7
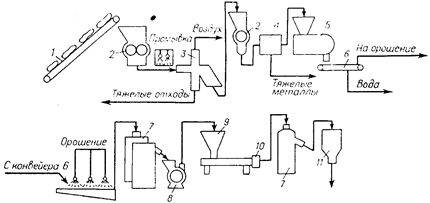
Рис. 1. Схема регенерации пластмассовых отходов: 1 — конвейер для подачи мешков; 2 — дробилки; 3 — воздушный классификатор; 4 — магнитный сепаратор; 5 — промыватель; 6 — конвейер; 7 — центробежные сушилки; 8 — мельница; 9 — экструдер; 10 — таблетирующее устройство; 11 — бункер для таблеток.
Стадия измельчения отходов является практически обязательной и ответственной при переработке отходов. От качества измельчения зависит возможность дальнейшей переработки отходов в изделия и области их применения.
При выборе того или иного типа оборудования необходимо учитывать ряд факторов, главными из которых являются: вид и характер пластмассовых отходов, их размеры и количество, необходимая степень измельчения и конечный размер дробленого материала и др. Иногда отходы предварительно режут на более мелкие куски, которые далее измельчают на стандартном оборудовании.
Для повышения производительности стадии измельчения часто необходимо проводить предварительное уплотнение отходов, особенно тех, которые обладают низкой насыпной плотностью. Для уплотнения отходов используют дисковые уплотнители, представляющие собой грануляторы с фрикционными дисками, один из которых вращается, а другой неподвижен. Для переработки отходов полиэтиленовой пленки разработана отечественная комплексная линия производительностью 115 кг/ч, в состав которой входят узлы измельчения отходов, их уплотнения и последующей грануляции. Измельчение осуществляется в ножевой роторной дробилке с трехсекционным ротором, после чего измельченные отходы пневмотранспортом через дозирующий питатель подаются в уплотняющий конусно-шнековый экструдер с гранулирующей головкой и далее после охлаждения режутся на гранулы размером 3х4 мм (рис. 2).
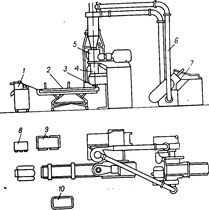
Рис. 2. Линия для переработки отходов полиэтиленовой пленки: 1 — гранулятор; 2 — ванна охлаждения; 3 — гранулирующая головка; 4 — конусно-шнековый экструдер; 5 — дозирующий питатель; 6 — пневмотранспортер; 7 — измельчитель отходов; 8, 9 — шкафы управления; 10 — пульт управления.
Для уплотнения пеноматериалов часто используют автоклавный метод, позволяющий из пластмасс с кажущейся плотностью 15—20 кг/м3
получать полимеры нормальной плотности и не содержащие вспенивающего агента путем постепенного повышения температуры и использования вакуума.
Уплотнение также проводят в экструдерах, имеющих зоны вакуум-отсоса, где из полимерных отходов в расплаве удаляется вспенивающий агент и воздух. Регулируя температуры экструдера по зонам, производительность, вакуум, а также проводя многократную экструзию, можно добиться полного удаления летучих из экструдата, после чего гранулят подвергают измельчению.
Поскольку процесс измельчения сопровождается большим выделением теплоты, в ряде дробилок предусматривается водяное охлаждение. Это хотя и несколько усложняет конструкцию дробилок, однако способствует увеличению их производительности. Более высокая дисперсность в процессе измельчения может быть достигнута при использовании измельчителей других конструкций, которые основаны на ударном, ударно-режущем или ударно-импульсном действии.
Отечественной промышленностью выпускаются промышленные универсальные дезинтеграторы-активаторы (УДА), в которых благодаря высокой скорости удара (до 310 м/с) и многорядности расположения ударных элементов достигается высокая производительность при измельчении полимеров — от 20 кг/ч до 50 т/ч. Изучение процесса измельчения в УДА позволило расположить полимеры по измельчаемости в следующем порядке:
Полистирол > ПЭНД > Полиэтилентерефталат > Полипропилен > Полиамиды > ПЭВД > Полиуретаны > Фторопласт
В последние 15—20 лет все большее развитие находит техника криогенного измельчения, которая позволяет охлаждать материал ниже температуры хрупкости. В качестве охлаждающего агента используется жидкий азот, имеющий температуру —196 °С, что ниже температуры хрупкости большинства полимерных материалов.
Измельчение при пониженных температурах обладает рядом преимуществ: благодаря охлаждению и инертной среде исключается термодеструкция полимера, резко возрастает степень измельчения, повышается производительность процесса и снижаются удельные энергозатраты, предотвращается окисление продукта [1].
2.2 Сепарация, отмывка и разделение отходов
После измельчения, в том случае если отходы могут содержать металлические включения, их обычно пропускают через магнитный сепаратор. В магнитном поле, создаваемом с помощью электромагнитов, происходит отделение магнитных металлов от пластмассовой части отходов.
В случае, если отходы могут содержать примеси цветных металлов, обычно используют электросепарацию. На рис. 3 показана принципиальная схема электрического сепаратора с коронирующей системой. Смесь, подлежащая разделению, подается на заземленный электрод — барабан 4, который перемещает частицы в зону действия коронирующих электродов 6. В результате частичного пробоя воздуха в межэлектродном пространстве образуются ионы, которые передают заряд частицам металла и полимера. Металлические частицы быстро разряжаются, отрываются от барабана и попадают в бункер 8. Полимерные отходы сохраняют заряд длительное время и притягиваются к барабану до тех пор, пока не очищаются специальной щеткой 3, после чего попадают в бункер 7. При таком способе сепарации разделение происходит достаточно полно, а потери отходов пластмасс не превышают 1 %.
Разработаны также индуктивные приборы, позволяющие удалять немагнитные металлы в электромагнитном поле. В верхней части прибора расположена катушка индуктивности, создающая электромагнитное поле высокой частоты. Электропроводящие частицы изменяют это поле и возникающий сигнал через усилитель включает электромагнит управления заслонкой.
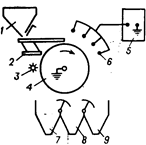
Рис. 3. Принципиальная схема электрического сепаратора с коронирующей системой: 1 - бункер; 2 - вибропитатель; 3 - щетка; 4 — вращающийся заземленный электрод (барабан); 5 — источник высокого напряжения; 6 — коронирующие электроды; 7—9 — бункеры.
Порция материала с посторонними металлическими включениями удаляется из общего массопотока, после чего заслонка возвращается в исходное положение.
Важной стадией предварительной обработки отходов является очистка их от загрязнений. Присутствие в отходах загрязнений приводит к заметному ухудшению внешнего вида деталей, получаемых из отходов, снижению качества поверхности и физико-механических показателей. Повышение содержания загрязнений от 0 до 20 % приводит к увеличению средней глубины шероховатости поверхности деталей от 0,3 до 0,55 мм.
Для очистки загрязненных отходов применяют обычно следующие методы: сухое удаление пыли, стирку в водных растворах ПАВ, растворение полимеров с последующим фильтрованием растворов, обработку поверхности растворителями. Выбор метода определяется совместимостью загрязнений с пластмассами и химической природой загрязнений.
В СССР разработана комбинированная установка производительностью около 150 кг/ч для измельчения и отмывки полиэтиленовой пленки, использовавшейся ранее в сельском хозяйстве. В дробилке роторного типа с системой подвижных и неподвижных ножей осуществляется мокрое измельчение отходов пленки с частичной отмывкой водой (рис. 4). Измельченный материал далее подается для промывки моющими растворами или водой в трехсекционный шнековый промыватель. Каждая секция представляет собой установленный под углом 6° цилиндр, внутри которого в разные стороны вращаются два шнека специальной конструкции.
Выделение из смеси отходов индивидуальных видов пластмасс также обычно осуществляют мокрым или сухим методом. Из мокрых методов наибольшее распространение получила флотационная сепарация, основанная на различии гидрофильно-гидрофобных свойств разных типов пластмасс.
Эффективность метода в значительной степени определяется возможностью придания гидрофобных свойств поверхности разделяемых материалов. Путем подбора смачивающих веществ и их концентраций изменяют поверхностное натяжение на границах воздух — полимер — вода таким образом, что отделяемые виды пластмасс всплывают, благодаря прилипшим к ним пузырькам воздуха, в то время как другие полимеры и примеси опускаются на дно.
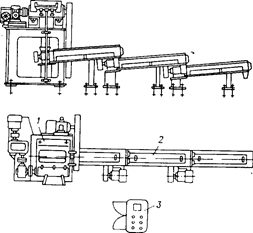
Рис. 4. Агрегат для промывки и мокрого измельчения отходов пленки: 1 — механизм подачи отходов пленки; 2 – шнековый промыватель; 3 — пульт управления.
На рис. 5 представлена принципиальная схема флотационной сепарации, наиболее пригодная для разделения отходов из смеси двух типов пластмасс, одним из которых является ПВХ. Для более полного разделения смеси отходов в воду добавляют ПАВ, которые придают каждому из компонентов смеси определенную гидрофобность и гидрофильность. Так, для выделения ПВХ можно использовать водные растворы сульфоната двухосновного алифатического эфира, динафталинсульфоната, полиоксиэтиленсульфата, простого полиоксиэтиленового эфира и других ПАВ.
В сепарационной ванне происходит разделение ПВХ, имеющего высокую плотность, и всплывающего полимера, которые затем собираются в отдельных емкостях, освобождаются от воды на специальных решетках и сушатся. Этим методом удается добиться степени выделения ПВХ 94 %.
Разновидностью жидкостного разделения отходов пластмасс является их последовательная обработка в камерах, заполненных водными растворами солей различной плотности от хлорида натрия (1,07 г/см3
) до хлорида кальция (1,38 г/см3
). Смеси отходов полимеров разделяются в зависимости от их плотности, причем отделение ПВХ более эффективно происходит в присутствии небольших количеств неионогенного полиоксиэтилендодецила.
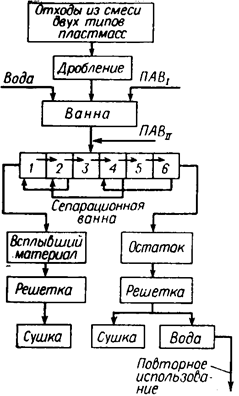
Рис. 5. Принципиальная схема флотационной сепарации отходов
Разработан также жидкостно-циклонный способ разделения смеси отходов. Отходы измельчают, смешивают с водой и подают в циклон, где за счет центробежной силы происходит разделение смеси на две фракции, отличающиеся удельным весом. В результате повторяющихся последовательных операций в циклонах удается достигнуть высокой степени разделения 98—99 %.
Помимо мокрых методов разделения отходов пластмасс в последнее время все более широко используются сухие методы. Наибольшее распространение получил комбинированный метод, включающий просеивание и провеивание. Он предусматривает предварительную операцию измельчения и пригоден в тех случаях, когда измельченные отходы отличаются друг от друга по форме или по плотности или по обоим этим показателям. Если фракцию измельченной смеси отходов, прошедшую через сито определенных размеров, разделить провеиванием, то в результате различной скорости оседания частиц, определяемой плотностью полимеров, образуются две фракции из отходов с большей и меньшей плотностью. Описанный метод может осуществляться и в обратном порядке. Комбинированный метод позволяет достигнуть степени разделения 90—95 % [1].
В том случае, когда удается добиться достаточно высокой степени очистки и выделения индивидуальных отходов из смеси, а также когда отходы предварительно рассортированы по видам пластмасс, переработка отходов во многом сходна с переработкой первичных пластмасс.
Двух-трехкратная переработка пластмасс не влияет существенно на их физико-механические показатели. Это говорит о принципиальной возможности возвращать в производственный цикл получения изделий из пластмасс отходы синтеза и переработки, термическое воздействие на которые было сравнительно недолговременным. Однако такой возврат отходов в цикл требует тщательной предварительной оценки их свойств. Только после этого может быть принято решение о возможности использования отходов.
Использование отходов вызывает необходимость определенных изменений в аппаратурном оформлении процессов переработки. Если говорить о наиболее широко применяемом для переработки отходов методе экструзии, то из этих особенностей необходимо отметить следующие: наличие в питательном бункере ворошителя и шнека для облегчения условий запятки экструдера, коническую форму цилиндра в зоне загрузки для повышения степени сжатия материала, достаточную длину червяка для хорошей гомогенизации и исключения пульсации, обязательное наличие зоны разряжения для дегазации расплава, установку сменных фильтров в головке экструдера.
На рис. 6 представлена принципиальная схема линии утилизации технологических отходов методом экструзии. Гранулят наиболее распространенного полимера — полиэтилена, как правило, перерабатывают в пленку, которая используется в сельском хозяйстве для неответственных назначений или идет на изготовление мешков для мусора. Пленку получают на обычной установке для выпуска рукавной пленки.
Для переработки отходов методом литья под давлением, как правило, применяют машины, работающие по типу интрузии, с постоянно вращающимся шнеком. Его конструкция такова, что обеспечивает самопроизвольный захват и гомогенизацию отходов.
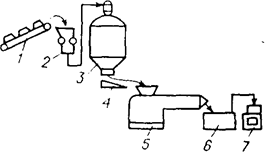
Рис. 6. Принципиальная схема переработки отходов пластмасс методом экструзии: 1 — конвейер с отходами; 2 — измельчитель; 3 — бункер-смеситель; 4 — магнитный желоб; 5 — экструдер; 6 — охлаждающая ванна; 7 — гранулятор
Особенностью повторной переработки ПВХ является необходимость дополнительной стабилизации. Отходы мягкого ПВХ используют главным образом для получения пленочных изделий (клеенки, скатерти, накидки, фартуки и пр.). Для этого отходы измельчают и на смесительных вальцах в количестве до 20 % смешивают с товарным ПВХ, стабилизаторами, пластификаторами, красителями и смазками, после чего пропускают через систему подогревательных и отделочных вальцев.
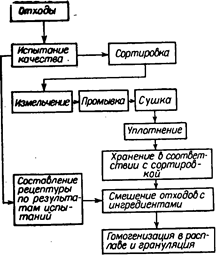
Рис. 7. Принципиальная схема переработки индивидуальных отходов пластмасс.
Большой опыт, достигнутый при переработке отходов некоторыми зарубежными фирмами, позволяет им использовать индивидуальные полимерные отходы без смешения с товарным продуктом. Однако в этом случае большое значение приобретает сортировка, классификация и дополнительное смешение материала с необходимыми добавками (рис. 7). Отходы после предварительного испытания в лаборатории сортируют, затем при необходимости измельчают, просеивают, сушат, уплотняют и в зависимости от качества складируют в промежуточных бункерах. Далее в промежуточных смесителях осуществляется введение необходимых стабилизаторов и других добавок, а также, если требуется, наполнителей. После этого в пластосмесителях экструзионного типа или в двухчервячных экструдерах проводят гомогенизацию расплава с одновременной дегазацией и удалением инородных включений фильтрованием. Контроль процесса на различных стадиях осуществляется по следующим показателям: степень загрязнения, термостабильность, уровень дегазации, изменение молекулярной массы, текучесть, гомогенность расплава, прочностные характеристики.
С целью переработки индивидуальных отходов разрабатываются специальные комплектные агрегаты, включающие дробилку, сепаратор и смеситель-дозатор для смешения с кондиционным продуктом. Такие установки созданы фирмами G. Fischer (Швейцария), Со. Мес (Италия), Mauser и Condux (ФРГ).
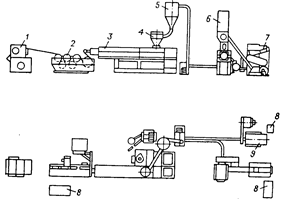
Рис. 8. Линия для грануляции вторичных термопластов: 1 – ленточный гранулятор; 2 – охлаждающий устройство; 3 – червячный пресс; 4 – питатель-дозатор; 5 – бункер-накопитель; 6 – пленочно-нитяной измельчитель; 7 - роторный резак; 8 — пульты управления; 9 – кусковой измельчитель.
Отходы, образующиеся на стадии синтеза, как правило, менее подвержены термическому воздействию, чем отходы переработки, поэтому часто их можно добавлять к товарному продукту в более высоких концентрациях. В сточных водах, образующихся при синтезе ПВХ, твердый осадок содержит 86—90 % ПВХ и 14—10 % минеральных солей. Этот вид отхода также может быть использован для получения винипласта, причем введение до 60 % отходов позволяет получить материал с достаточно высокими физико-механическими показателями [1].
В настоящее время развиваются две тенденции в области использования отходов пластмасс. Одна из них была описана выше и заключается в стремлении выделить из смеси отходов индивидуальные отходы определенного типа и затем переработать их совместно с аналогичными товарными пластмассами. Другая тенденция сводится к разработке способов и соответствующего технологического оборудования для переработки смеси отходов без их предварительного разделения. Отсутствие этой стадии делает процесс утилизации более дешевым, однако физико-механические свойства изделий, полученных таким образом, гораздо ниже.
При переработке смеси отходов главное внимание уделяется выбору оборудования для переработки, экономичности процесса и рациональным областям применения получаемых изделий.
Большинство способов утилизации отходов пластмасс основано на их переработке в расплаве. Различные варианты этого направления могут быть представлены следующей схемой:

Широко известна установка «Reverzer», разработанная японской фирмой «Митсубиси». Основной частью установки является экструдер (рис. 9) со шнеком диаметром 253 мм и длиной шнека 3,75 Æ. Кожух шнека имеет коническую форму с максимальным диаметром 400 мм. Зазор между конусом и корпусом регулируется с помощью сменных колец. Расплав из основного экструдера выгружается в переходный цилиндр с дегазационным устройством, а затем вертикальным шнеком выдавливается в форму при непрерывно продолжающейся работе экструдера. Производительность установки 350— 600 кг/ч.
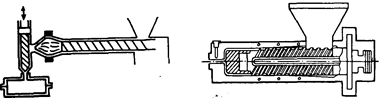
Рис. 9. Cхема установки Reverzer.
Рис. 10. Короткошнековый экструдер для переработки отходов
Другой тип экструдера (рис. 10) для переработки смешанных отходов имеет короткий шнек длиной 5Æ с трехзаходной нарезкой. Конец шнека срезан перпендикулярно его оси. Ровная лобовая поверхность вращается относительно неподвижной плоскости основания цилиндра. В пространстве между этими плоскостями возникает зона сдвиговых нагрузок, диспергирующее действие которой сравнимо с действием дискового пластикатора. Поступающая масса под давлением, возникающим в каналах шнека, и вследствие трения о стенки цилиндра уплотняется. Переход в пластичное состояние происходит в пространстве между лобовой поверхностью шнека и корпусом цилиндра в результате интенсивных сдвиговых усилий и выделяющейся при этом теплоты рассеяния.
Такой метод пластикации имеет два основных преимущества: очень короткое время пребывания материала в пластичном состоянии (от долей секунды до нескольких секунд) и саморегулирование вязкости расплава, так как частицы массы с вязкостью выше среднего значения подвергаются большим сдвиговым нагрузкам и претерпевают более сильное тепловое воздействие, что автоматически ведет к понижению вязкости. Саморегулирование вязкости обеспечивает пригодность такого пластикатора для непрерывной переработки смешанных отходов пластмасс, а малое время пребывания материала в пластичном состоянии позволяет перерабатывать менее термостабильные полимеры, такие, как ПВХ.
Один из способов переработки смешанных отходов (так называемый процесс «Rйgal» — Англия) заключается в каландровании материала (рис. 11) и получении плит и листов, которые успешно применяются для производства тары и мебели. Удобство такого процесса для переработки отходов различного состава заключается в легкости его регулировки путем изменения зазора между валками каландра. Хорошая пластикация и гомогенизация материала при переработке обеспечивают получение изделий с достаточно высокими прочностными показателями.
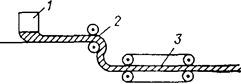
Рис. 11. Схема переработки отходов методом каландровання: 1 — бункер для смеси отходов; 2 — каландр; 3 — прижимное устройство
Широко используются для переработки смешанных отходов двухшнековые экструдеры. В них достигается прекрасная гомогенизация смеси, а процесс пластикации осуществляется в более мягких условиях. В силу того, что двушнековые экструдеры работают по принципу вытеснения, время пребывания полимера в них при температуре пластикации четко определено и исключается его задержка в зоне высоких температур. Это предотвращает перегрев и термодеструкцию материала. Равномерность прохождения полимера по цилиндру обеспечивает хорошие условия для дегазации в зоне пониженного давления, что позволяет удалять влагу, продукты деструкции и окисления и другие летучие, как правило, содержащиеся в отходах.
Большое распространение нашли изделия из неочищенных от примесей отходов в строительстве и в виде элементов садово-паркового хозяйства. Это, прежде всего решетки для тротуаров и мостовых, плиты для пешеходных дорожек, полы в рабочих помещениях, дорожки в теплицах, листы для тепло- и звукоизоляции, защитные ограждения вокруг деревьев, дренажные трубы и шланги, горшки для цветов, покрытия спортивных площадок и площадок для детских игр, скамейки для сада, планки для заборов. Изделия из очищенных отходов дополнительно к перечисленным назначениям используют в виде тары (мешки для мусора, ящики для бутылок), как элементы чемоданов и части автомобилей, в виде шлангов для покрытия кабелей [1].
2.4.1 Многокомпонентное литье
Все более широкое распространение для использования отходов пластмасс приобретает многокомпонентное литье. При таком способе переработки изделие имеет наружный и внутренний слои из различных материалов. Наружный слой — это как правило товарные пластмассы высокого качества, стабилизированные, окрашенные, имеющие хороший внешний вид. К внутреннему слою не предъявляется высоких требований ни по физико-механическим показателям, ни по внешнему виду. Материал может быть нестабилизирован и неокрашен. Поэтому для внутреннего слояшироко используются отходы.
Известны три типа машин для многокомпонентного литья: одно-, двух- и трехканальные. Принцип двухканальной техники литья представлен на рис. 12. В состав внутреннего слоя часто включают также дешевые заполнители, такие, как тальк, сульфат бария, стеклянные и керамические шарики, и вспенивающий агент.
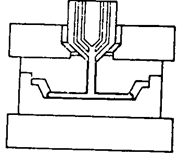
Рис. 12. Схема многокомпонентного литья по двухканальному варианту
В качестве вспенивающего агента, как правило, используют диамид азодикарбоновой кислоты и другие соединения. Количество наполнителя обычно варьируют в пределах 25—40 % (масс.). Такой состав внутреннего слоя позволяет значительно снизить стоимость изделий, с одной стороны, и утилизировать отходы, с другой. Такие изделия, называемые сэндвич-конструкциями, применяются в основном при изготовлении мебели и предметов домашнего обихода [1].
2.4.2 Получение вспененных изделий
Значительное число отходов перерабатывается в пеноизделия обычными методами: в автоклаве, экструзией или литьем под давлением. При переработке в автоклаве в смесь отходов добавляют вспенивающие агенты и проводят тепловую обработку материала. В качестве вспенивателей используют физические агенты, такие, как пентан, гептан, метилхлорид, метиленхлорид, трнхлорэтилен, трихлорфторметан, инертные газы и ряд других соединений. Содержание их можно варьировать в пределах 3—7 % (масс.). Часто к физическим вспенивателям добавляют вещества, являющиеся зародышеобразователями и обеспечивающие мелкоячеистую структуру изделий и соответственно более высокие физико-механические показатели. При этом могут быть сформованы пеноизделия с кажущейся плотностью 0,3 г/см3
, имеющие разрушающее напряжение при сжатии около 2,5 МПа.
При переработке отходов методом экструзии их, как правило, предварительно смешивают в интенсивном смесителе с химическими вспенивателями, такими, как диамид азодикарбоновой кислоты, добавляя также смесь карбонатов или бикарбонатов с лимонной кислотой. Для улучшения переработки часто в смесь вводят бутилстеарат. Кроме многокомпонентного литья, смесь отходов можно перерабатывать в пеноизделия и однокомпонентным литьем, используя в качестве вспенивающего агента диамид азодикарбоновой кислоты в количестве 0,5-1 % (масс.). Изделия применяются в мебельной промышленности и как крупногабаритная тара.
Еще один способ использования отходов пластмасс без разделения и очистки заключается в применении их для получения пористых кирпичей. Он основан на высокой теплотворной способности пластмасс и их способности разлагаться при температурах 500 °С и выше. Тонко измельченные отходы в количестве до 15 % (масс.) смешивают с глиной, формуют в кирпичи, обезвоживают при 100 °С в течение 12 ч, после чего подвергают термообработке при 600-1100 °С. При этом пластмассы разлагаются, а выделяющиеся газообразные продукты способствуют вспениванию глины. Плотность кирпича снижается с 2,08 до 1,42 г/см3
, при этом соответственно уменьшается и прочность материала на сжатие [1].
2.5 Модификация смесей отходов
Введение сополимера этилена с винилацетатом (СЭВА) в двухкомпонентную смесь ПЭ—ПВХ позволяет существенно повысить ее эластичность и стойкость к ударным нагрузкам. Относительное удлинение при разрыве возрастает в 2,5 раза, а ударная вязкость (сопротивление удару) более чем в 3 раза при содержании ЭВА в смеси 10 % (масс.).
Добавление ПЭ к ПС приводит к снижению предела текучести и разрушающего напряжения при растяжении. Однако добавление небольших количеств привитого сополимера с 5 % (масс.) связанного ПЭ вызывает увеличение обоих показателей. Аналогичная картина наблюдается и при использовании блоксополимеров. Статистические сополимеры стирола с этиленом на оказывают положительного влияния на свойства смесей.
Изучение влияния сополимеров на ударную прочность смесей показало, что только блоксополимеры стирола с этиленом существенно улучшают этот показатель. В наибольшей степени повышение ударной вязкости проявляется в области содержания ПЭ в смеси от 10 до 25 % (масс.), причем для этого достаточно использовать сополимеры с невысоким содержанием связанного ПЭ—5—30 % (масс.). Ни привитые, ни статистические сополимеры не улучшают существенно ударную вязкость смесей.
С практической точки зрения наибольший интерес представляют блоксополимеры. Введение их в смесь ПЭ с ПС в небольшом количестве позволяет при сохранении достаточно высокого модуля упругости значительно повысить прочностные показатели и ударную вязкость по сравнению с исходной двухкомпонентной смесью.
Еще одним «совместителем» полимерных отходов различной природы является хлорированный полиэтилен (ХПЭ). Существенное значение имеет как химическая природа компонентов, так и свойства ХПЭ.
Модификация трехкомпонентных смесей отходов с равным содержанием ПЭ, ПС и ПВХ путем добавки ХПЭ приводит к изменениям в свойствах, характерным для двухкомпонентных смесей. Материал из хрупкого становится гибким, относительное удлинение при разрыве в случае введения 30 % (масс.) ХПЭ возрастает с 1,4 до 100%.
Более детальное изучение влияния свойств ХПЭ на свойства смесей отходов позволило сделать вывод о том, что для трехкомпонентных смесей лучшим «совместителем» является ХПЭ, содержащий 42 % (масс.) хлора, в товремя как для смеси ПЭ— ПВХ — содержащий 36 % (масс.) хлора. Для остальных двухкомпонентных смесей содержание хлора в ХПЭ мало сказывается на физико-механических показателях материала.
Более детальное изучение композиций из смеси отходов с ХПЭ показало, что хотя он и улучшает механические свойства смесей, однако в его присутствии при температурах выше 100 °С интенсивно протекает деструкция, о чем свидетельствует резкое снижение молекулярной массы всех полимеров, входящих в состав композиции. Отсюда следует, что ХПЭ может быть эффективно использован для модификации смеси отходов только в присутствии сильных антиоксидантов, в основном фенольного типа.
Известны попытки улучшить совместимость смесей отходов ПЭ и ПС путем их предварительной обработки и создания благоприятных «поверхностных» условий для совместной переработки. Оказалось, что обработка отходов смесью бензин—бензол (1 : 1) в течение 2 мин приводит к повышению жесткости и прочности при соотношении ПЭ : ПС = 1 : 1 в гораздо более значительной степени, чем это достигается, например, введением СЭВА. Предварительная обработка смесей ПЭ и ПС различного состава смесью серной кислоты с металлическим натрием показала, что в области высоких содержаний ПС (свыше 70 %) этот прием также приводит к резкому возрастанию жесткости и прочности изделий из смесей.
Полученные данные позволяют говорить о том, что не только использование вещественных добавок, но и поверхностная обработка отходов в определенных случаях позволяет улучшить свойства изделий из смесей отходов. Сдерживающим фактором в развитии этого направления являются технологические сложности и вопросы техники безопасности, связанные с использованием пожаро- и взрывоопасных веществ и необходимостью создания специально оборудованных участков по обработке и последующей сушке смесей отходов.
Таким образом, обобщая разнообразные результаты по использованию различных полимеров и сополимеров в качестве добавок, улучшающих свойства смесей отходов, можно сделать следующие выводы:
1) правильный выбор полимера или сополимера зависит от химического состава смеси отходов;
2) используемые добавки в смеси отходов играют роль своеобразного поверхностно-активного полимера, способствуя лучшему совмещению компонентов смеси;
3) в смесях, основными компонентами которых являются ПЭ и ПС, в качестве добавок лучше использовать блоксополимеры стирола и этилена, а также сополимеры этилена с винилацетатом; в тех случаях, когда в состав смеси входит ПВХ, эффективным с точки зрения улучшения свойств смеси является введение ХПЭ;
4) оптимальные количества добавок зависят от их химической природы и состава смеси отходов и колеблются в пределах 5—20 % (масс.);
5) применение ХПЭ является эффективным только в том случае, когда одновременно с ним используются сильные антиоксиданты.
Таким образом, можно выделить три направления, позволяющие улучшать свойства смесей отходов полимеров без их разделения на компоненты: введение в смесь полимеров или сополимеров различной природы, выполняющих функцию ПАВ; поверхностная обработка отходов; модификация смесей сшивающими агентами (вероятно, это может быть и радиационное сшивание). Каждое из этих направлений имеет свои преимущества и недостатки, поэтому нельзя отдать предпочтение какому-либо одному из них. Выбор метода определяется комплексом экономических, сырьевых, эксплуатационных и других факторов [1].
Повторное использование чистых, незагрязненных однотиповых отходов пластмасс не составляет больших трудностей и довольно широко используется на практике. Извлекаемый лом или отходы пластмасс смешивают с исходным материалом для получения высококачественного продукта или используют в качестве вторичного сырья. Наиболее эффективна рециклизация таких видов отходов на месте, когда транспортные и эксплуатационные расходы сводятся к минимуму, состав отходов легко контролировать, уменьшая количество примесей в нем. При этом лом и отходы должны храниться чистыми, иногда их предварительно отделяют от упаковочных материалов и сортируют по цвету.
В странах Западной Европы имеется много проектов рециклизацин пластмасс, однако успешно реализованных пока немного. Большинство из них направлено на повторное использование промышленных, а не бытовых отходов пластмасс. Широко практикуется обмен пластмассовыми отходами. Главный импортер таких отходов Италия — в 1982 г. она импортировала 90 тыс. т пластмассовых отходов. В качестве основных экспортеров таких отходов выступают ФРГ и Франция.
В процессе обработки полимерные материалы подвергаются химическим превращениям, в результате которых могут изменяться их физические свойства. Эти изменения часто приводят к непригодности пластмасс для дальнейшего использования. Например, при взаимодействии полиолефинов с кислородом как при повышенных температурах, так и под действием УФ-лучей (фотохимическое окисление) уменьшается молекулярная масса и упругость твердых материалов. Для предотвращения этого явления в процессе производства упаковочного материала в полиолефины добавляют 0,1% антиокислителей. С целью снижения объемной массы отходы подвергают механической и термической обработке, получаемые при этом материалы, часть в виде гранул, пригодны для вторичного использования [5].
При создании новых химических производств и реконструкции действующих предприятий серьезное значение имеет охрана окружающей среды и создание замкнутых энерготехнологических процессов. В курсовой работе рассмотрены различные приемы переработки вторичного сырья для комплексного решения вопросов создания безотходных или малоотходных производств. Такой подход предполагает комплексную переработку сырьевых ресурсов и анализ химического производства как большой системы. Комплексная переработка сырья определяется спецификой сырьевых ресурсов, возможностью направленной их переработки и создания по существу замкнутых технологических циклов с использованием вторичных материальных ресурсов.
Химическое производство рассматривается как большая система, которая декомпозируется на подсистемы вплоть до рассмотрения с системных позиций отдельных типовых процессов химической технологии. При рассмотрении отдельных типовых процессов в аспекте создания безотходных производств, определяющим параметром является время завершения процесса, необходимое для достижения заданных характеристик. С этой точки зрения по-новому ставится вопрос о расчете процессов химической технологии и необходимости учета реального времени пребывания обрабатываемых веществ в аппарате.
Существенное влияние на организацию безотходных производств оказывает распределение нагрузок между аппаратами, оптимальная организация потоков между аппаратами технологических комплексов, а также создание рециклов. Указаны возможности использования отдельных процессов для обезвреживания газовых выбросов, сточных вод и твердых отходов.
Оптимизация технологических схем и производств в целом открывает пути создания замкнутых по материальным и энергетическим потокам технологических схем, исключающих вредные выбросы в окружающую среду и приводящих к экономии энергии [2].
1. Быстров Г.А., Гальперин В.М., Титов Б.П. Обезвреживание и утилизация отходов в производстве пластмасс. Л.: Химия, 1982. С. 178 – 214.
2. В.В. Кафаров. Принципы создания безотходных технологий химических производств, М.: Химия, 1982. С. 285.
3. Цыганков А.П., Балацкий О.Ф., Сенин В.М. Технический прогресс – химия – окружающая среда. М., Химия, 1979. 296 с.
4. Д.А. Арашкевич. Вторичная переработка отходов пластмасс и специальные роторные дробилки / Пластические массы, 2003, № 5, с. 13
5. А.П. Цыганков, В.Н. Сенин. Циклические процессы в химической технологии. Основы безотходных производств. М.: Химия, 1988. С. 120 – 131.
|
